Oggi parliamo di calibrazione steps/mm delgi assi X Y e Z , una guida semplice e pratica su come ottenere dimensioni esatte delle nostre stampe 3D.
Guida Pratica
Per prima cosa specifico che questà è una guida pratica. Quindi comporta il paragone diretto dei risultati pratici. Il procedimento si compone di rifare più volte la stesso processo. Ogni volta che lo rifarete aggiungerete precisione. Quindi preparatevi a stampare la vostra figura nota preferita almeno 2 o 3 volte. Nono state però a ripetere più di 5 volte questa procedura. La stampa 3D FDM ha una miriade di incognite e variabili, non sempre facilmente considerabili. Per questa prova vi consiglio di prendere a campione una figura semplice, facile da misurare e veloce da stampare.
Anche io, che normalmente sono un fan sfegatato della Benchy, per questo test ho scelto il cubetto di calibrazione. E l’ho fatto per questi motivi.
- E’ veloce da stampare
- Può subire poche malformazioni
- E’ facile da misurare, basta solo qualche accorgimento che vi dirò dopo
- Non serve la stampa completa ma anche solo un quarto (se si ha fretta)
I Dati: Valore teorico e valore reale
Per prima cosa dovremo procurarci i primi dati su cui lavorare, che sono 2, il valore teorico e il valore reale.

Il valore reale corrisponde al valore che la nostra stampante esegue nella realtà. A cosa corrisponde? Molto semplicemente corrisponde alla misura del nostro cubo stampato, con i valori preimpostati. Quindi come esempio posiamo usare il cubo in foto qui a fianco. Misurate il cubo con un calibro digitale come questo in foto per avere una misura corretta e precisa al centesimo di millimetro.
Il valore teorico dobbiamo invece ricavarlo dalla nostra stampante. questo sarà differente in base alle meccaniche (cinghie, pulegge ecc..) in uso ma anche in base ai driver. (Normalmente prusa base con driver 4988 hanno 16 microstep e sono impostati a 80 step/mm.
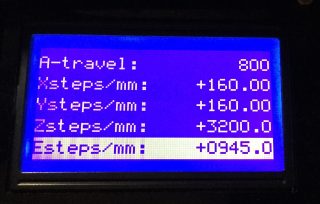
In questo caso in questo esempio io userò la mia stampante a 32 microstep con driver 8825 e questo porta ad avere un livello di precisione superiore. Quindi 160 step ogni mm.
(come si vede nell’immagine). Questo valore si può ricavare dal tastierino (se si usa il firmware Marlin), oppure in altri modi. Uno dei più semplici è quello di collegare la stampante al PC tramite Repetier Host. (Se non sapete come farlo potete seguire questa semplicissima guida). Appena collegherete la vostra stampante dovrete controllare in cima, tra il testo, il comando M92 cosa mostra. Quelli saranno i valori dei vostri steps/mm sugli assi X Y e Z.
I calcoli: una semplice proporzione
Ora che abbiamo trovato i valori possiamo fare i calcoli. Come già detto è un calcolo elementare, infatti si tratta di una proporzione in cui abbiamo 3 dati, e dobbiamo solo trovare il quarto.
Infatti:
(valore reale VR) sta a (valore teorico VT) come (valore reale corretto VRC) sta a (valore teorico corretto VTC)
un po’ di matematica VR:VT=VRC:VTC
i nostri dati VR=20.21 VT=160 VRC=20 (la misura che ha il cubo corretto) VTC=X (il valore da trovare)
ora un po’ di mate: 20.21:160=20:X —> ( 160*20) / 20.21 = X —> X= 158,33
Quindi per avere i nuovi valori da inserire in ogni asse dovrete ripetere questo calcolo che abbiamo fatto qui sopra per l’asse X anche per gli assi Y e Z. Segnatevi su un foglio i risultati e non perdete, per il momento, questi nuovi valori!
Inserire i nuovi valori
![]()
Se ne avete la possibilità potete modificare i valori direttamente dal tastierino. Ricordatevi però di salvare i nuovi dati prima di spegnere tramite la voce Salva in EEPROM. Altrimenti collegatevi nuovamente alla stampante tramite Repetier Host e date il comando M92 X158.33 Yxxx.xx Zxxx.xx. Per salvare in EEPROM ricordate di inserire subito a seguire il comando M500. Tale comando immagazzinerà i nuovi valori all’interno della scheda.
Una terza strada ci permette direttamente di inserire i nuovi valori nel Gcode di inizio sul vostro slicer preferito. Abbiamo visto come fare nella prima guida di Cura 3.0. Questo è il metodo più impegativo ma anche il più preciso.
Penso che sia il più preciso perchè come abbiamo visto nelle recensioni dei filamenti ogni filo ha una diversa risposta a stessi parametri della stessa stampante. Una buona soluzione, se si ricerca la massima precisione è quella di 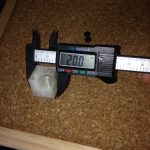
 conservare i valori di ogni filamento e inserirli nello start gcode quando si inizia a stampare proprio quel materiale. E’ pericoloso però perchè se ci si dimentica di questo si rischia di amplificare la differenza minima che poteva esserci inizialmente.
conservare i valori di ogni filamento e inserirli nello start gcode quando si inizia a stampare proprio quel materiale. E’ pericoloso però perchè se ci si dimentica di questo si rischia di amplificare la differenza minima che poteva esserci inizialmente.
Questa è una soluzione buona solo per chi stampa in maniera professionale o magari se si necessita di far combaciare la stampa con una prodotta da un’altra stampante. Infatti 2 pezzi stampanti con la stessa stampante combaceranno perchè avranno lo stesso errore.
Qualche raccomandazione
La stampa FDM non è precisa come altri metodi per cui vi consiglio di non fossilizzarvi sul centesimo di millimetro. Una stampa corretta nell’ordine del decimo di millimetro ha un livello di precisione più che sufficiente per stampare Pikachu Low Poly o altre statuine. Andate a cercare la precisione massima solo se necessario! Oppure impazzirete e v ritroverete la casa invasa da cubetti. Considerate che un filamento dal diametro non perfettamente costante può, da solo, aumentare o diminuire la vostra creazione di un decimo di millimetro e oltre. Per questo sarebbe anche utile seguire la guida sulla quantità di filamento estruso prima che vi cimentiate con questa.
L’ ultima raccomandazione riguarda espressamente i metodi di misura. Alcune stampanti potrebbero essere regolate molto vicino al piatto per aumentare l’adesione. Tutto bene se non fosse che questo provoca 2 problemi.
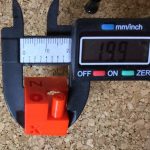
- L’effetto piedi da elefante, per cui la base dell’oggetto si allarga. Cercate di non toccare la base dell’oggetto durante la misura dei lati x e y. Si può misurare tenendo il calibro orizzontale rispetto alla misura. Esattamente come vedete nell’immagine dove misuro il cubo azzurro.
- Regolare l’ugello molto schiacciato può anche abbassare di qualche decimo la stampa totale, “mangiandosi” i primi layer. Abbiate l’accortezza di calibrare bene il piatto e regolare correttamente l’offset. Se questa operazione non è fattibile perchè perdete aderenza provate ad applicare i nostri consigli e se nulla funziona almeno tenete in considerazione questo fatto.
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sulle impostazioni dei software della stampa 3D nella nostra sezione GUIDE SOFTWARE, oppure guide sulla stampa 3D alla sezione GUIDE!