Colature ed escrescenze
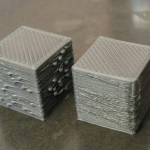
Vi è mai capitato di vedere colature come quelle in foto sulle vostre stampe? Durante la stampa 3D, l’estrusore deve costantemente arrestare e avviare l’estrusione in base alle informazioni che gli vengono passate dall’elettronica. La maggior parte delle volte fa il lavoro egregiamente, tuttavia è possibile qualche volta notare delle escrescenze. Simili a colature in un determinato punto del guscio della nostra stampa.
Innanzitutto si deve analizzare il nostro modello per capire quando si verifica questa sovrabbondanza di filamento. Con che frequenza e quanto incide sulla buona riuscita del modello finale.
 Sovraestrusione
Sovraestrusione
Nel caso riportato qui in foto è molto probabile che le colature ed escrescenze presenti siano il frutto di un grave problema di sovraestrusione, e quindi per la risoluzione bisognerà fare riferimento alla problematica già trattata approfonditamente in questo articolo, e sarà risolvibile facilmente tramite qualche impostazione sullo slicer.
Problema slicer
Nella maggior parte dei casi di colature il responsabile è lo slicer stesso, infatto capita che in qualche progetto lo slicer dica alla stampante di fare una piccola pausa all’inizio di ogni layer, in un determinato punto.  Possiamo notare, quando la nostra stampante compie il giro perimetrale del modello che nel punto assegnato si ferma per qualche istante, e se non adottiamo qualche stratagemma verrà depositato più materiale del necessario. Il passo da fare è attivare le retrazioni, la maggioranza degli slicer sa che deve efettuare una piccola ritrazione in prossimità del punto di attacco. Se ancora si presentano alcune colature si può provare a cambiare slicer, non tutti i programmi creano il G-code allo stesso modo. Magari il secondo slicer non farà pause tra i layers, stampando il modello senza sbavature.
Possiamo notare, quando la nostra stampante compie il giro perimetrale del modello che nel punto assegnato si ferma per qualche istante, e se non adottiamo qualche stratagemma verrà depositato più materiale del necessario. Il passo da fare è attivare le retrazioni, la maggioranza degli slicer sa che deve efettuare una piccola ritrazione in prossimità del punto di attacco. Se ancora si presentano alcune colature si può provare a cambiare slicer, non tutti i programmi creano il G-code allo stesso modo. Magari il secondo slicer non farà pause tra i layers, stampando il modello senza sbavature.
Scarsa ritrazione
Una seconda causa potrebbe essere la scarsa ritrazione, come abbiamo visto parlando della stringatura, un difetto di ritrazione può portare alla perdita da parte dell’ugello di un po’ di plastica.
 Soprattutto quando stiamo estrudendo con una temperatura maggiore del necessario da un ugello non ventilato può capitare che allo staccarsi dal modello non lasci il filo, ma se il viaggio da una parete all’altra è molto lungo può formarsi una piccola goccia di materiale semiliquido che nel momento del contatto con il modello si trasforma automaticamente in una colatura.
Soprattutto quando stiamo estrudendo con una temperatura maggiore del necessario da un ugello non ventilato può capitare che allo staccarsi dal modello non lasci il filo, ma se il viaggio da una parete all’altra è molto lungo può formarsi una piccola goccia di materiale semiliquido che nel momento del contatto con il modello si trasforma automaticamente in una colatura.
In questo caso, come consigliato per la stringatura si deve abbassare la temperatura progressivamente e aumentare la ritrazione.
Se conoscete altri metodi per evitare queste colature scrivetecelo nei commenti!
Se avete trovato utile questo articolo mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Alla sezione Problemi Comuni potete trovare le soluzioni a tutti i vostri dubbi !