Estrusione discontinua e non uniforme
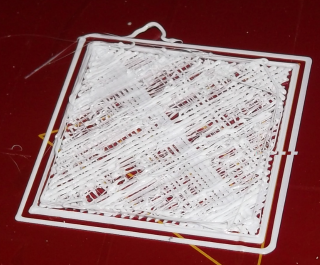
Ci accorgiamo dell’estrusione discontinua già dal primo layer. Possiamo sicuramente affermare che, se venisse condotta una statistica, il primo layer sarebbe indubbiamente il più osservato. A volte osservandolo per determinare se la stampa è stata settata in modo corretto, possiamo notare che la plastica non fuoriesce in maniera uniforme. Non crea una linea precisa e ben definita come dovrebbe bensì viene estrusa una linea molto frastagliata.
Questo può creare non poche noie durante la stampa, e se non si risolve non ci permetterà di completare la stampa a dovere.
Le cause dell’estrusione discontinua sono moltissime ma qui cercheremo di identificarle e “curarle” tutte. Come al solito si dovrà procedere con molte verifiche e prove puntuali.
Pronti? Cominciamo come al solito ad esaminare le cause più banali e veloci da risolvere, fino alle cause più rare o per cui ci sarà da lavorare maggiormente.
Settaggio errato del motore spingifilo
Il settaggio errato del motore spingifilo (comunemente E) può portare ad avere una sovra/sottoestrusione.
Possiamo verificare la correttezza dei settaggi attraverso questa velocissima guida.
Problematiche
Come prima cosa si dovrà verificare che il filo riesca ad essere tirato dall’estrusore, che non ci siano impedimenti di nessun genere. Per esempio si dovrà verificare che il rotolo di filamento ruoti liberamente nel porta filamento, nel caso degli estrusori bowden bisogna assicurarsi che il tubo sia sgombro ed eventualmente pulire e lubrificare il tubetto e altre verifiche sul genere che dipenderanno dal proprio set-up. Nel caso vada serrato manualmente si deve controllare che le viti,manopole o quant’altro serri il filamento contro la puleggia dentata del motore dell’estrusore non siano lasche, al contrario ben serrate! Si dovrà controllare che i denti facciano presa su filamento integro, e non nelle condizioni di abrasione descritte in questo articolo.
 Piccoli errori
Piccoli errori
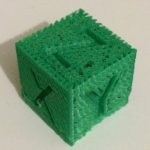
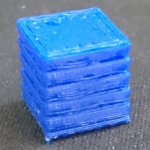
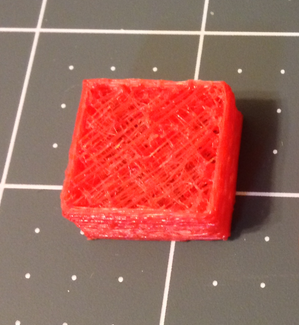
Può succedere di stampare, soprattutto all’inizio della nostra pratica con la stampante 3D, un oggetto con le caratteristiche del cubetto in foto, che presenta segni evidenti di sottoestrusione e dovremo cercare tra le impostazioni quella che ci ha portato ad avere una estrusione discontinua di questa portata, nel caso specifico è frutto dell’erronea indicazione del diametro del filamento usato (2,85 mm anzichè 1,75 mm), ma può dare lo stesso esito anche l’indicazione errata del diametro del nozzle.
Ovviamente si dovrà verificare che il piatto sia ben livellato, o potremo trovarci nel caso in cui in alcuni punti vedremo la plastica fusa molto schiacciata. Ci sembrerà trasparente e inconsistente ed in altri vedremo una bella linea marcata. Potrebbe sembrare un problema di estrusione mentre una livellata al piatto risolverà tutti problemi. Questa guida spiega come livellare il piatto passo passo.
 Se a questo punto riscontrate ancora il problema potreste avere l’ugello parzialmente ostruito E’ possibile che all’interno dell’estrusore siano presenti piccoli detriti che impediscono al filamento fuso di fluire in maniera uniforme. Potete provare ad aprire lo spingifilo e provare a spingere manualmente, se il filamento non uscirà con diametro appropriato e costante dovrete dedicarvi alla pulizia del nozzle seguendo i consigli dell’apposita guida
Se a questo punto riscontrate ancora il problema potreste avere l’ugello parzialmente ostruito E’ possibile che all’interno dell’estrusore siano presenti piccoli detriti che impediscono al filamento fuso di fluire in maniera uniforme. Potete provare ad aprire lo spingifilo e provare a spingere manualmente, se il filamento non uscirà con diametro appropriato e costante dovrete dedicarvi alla pulizia del nozzle seguendo i consigli dell’apposita guida
 Filamento vecchio/rovinato
Filamento vecchio/rovinato
A volte però possiamo essere tratti in inganno e i sintomi che attribuiamo all’estrusore otturato possono essere dati da problemi sul filamento. Un filamento molto vecchio o che è stato conservato in locali umidi può dare questo genere di problemi.
In generale i filamenti hanno la tendenza a degradarsi con il passare del tempo e a diventare di difficile estrusione. Poi alcuni filamenti particolarmente igroscopici come il PLA e il Nylon possono nel tempo assorbire umidità dall’aria degradando la qualità di stampa. Nei casi più gravi sentiremo dei piccoli scoppiettii arrivare dall’estrusore, quando esso riscalderà punti maggiormente umidi. Per verificare di non stare usando un filamento con dei problemi dovremo provare a sostituirlo con uno più nuovo o che è stato meno esposto all’umidità.
Se riscontriamo che il filamento ha preso troppa umidità niente paura, possiamo ancora recuperarlo tramite un essiccatore o un semplice forno di casa.
Basterà seguire questa nostra semplice guida
 Meccanica
Meccanica
Le ultime cause che analizzeremo riguardano la meccanica.
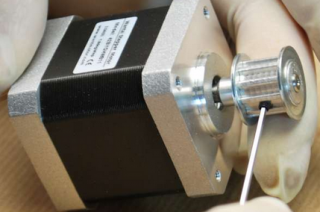
Può succedere per diversi motivi di avere problemi allo spingifilo. Tipicamente il problema più comune è la perdita del serraggio da parte della puleggia sull’albero, queste viti dovrebbero essere controllate e strette con cadenza mensile.
Può anche verificarsi il caso che il motore non abbia abbastanza copia per spingere il filamento e si verifica una vera e propria perdita del passo del motore. Questo problema è contraddistinto dal tipico ticchettio in corrispondenza del cedimento. Qui la situazione si complica un pochino ma vi corre in soccorso la nostra guida sulla regolazione del Vref, seguitela e tornerete in marcia in men che non si dica!
Se avete trovato utile questo articolo mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Alla sezione Problemi Comuni potete trovare le soluzioni a tutti i vostri dubbi !