In molti ci hanno chiesto consigli per migliorare le stampe 3D e qui vogliamo proporre un vademecum per aiutarvi ad ottenere il massimo con qualche piccola astuzia.
Per cominciare, una macchina ben mantenuta.
Per cominciare si può procedere con questi piccoli accorgimenti.
• Una singola goccia di olio a bassa viscosità, come ad esempio lo svitol, su ogni asse che abbia una barra liscia/filettata
• Controllare che le varie parti che scorrono su ruote non abbiano giochi.
• Tenere il letto di stampa pulito dalla polvere e da residui di stampe vecchie.
• Assicurarsi che il nozzle sia pulito esternamente e libero internamente per il passaggio della plastica.
• Controllare che le viti di fissaggio delle pulegge siano strette.
• Controllare le cinghie e assicurarsi che siano tirate nella maniera corretta.
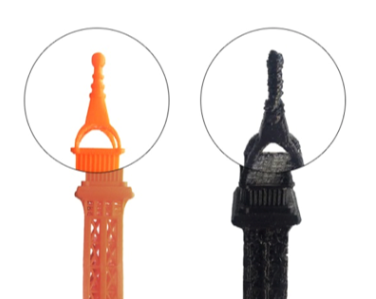
Usare filamenti di buona qualità
I filamenti non sono tutti uguali. Una bobina a basso costo e di scarsa qualità, generalmente, non produce stampe qualitativamente perfette come una bobina di buona fattura.
Con le dovute eccezioni normalmente si ha per quello che si paga.
Il filamento va conservato in un luogo asciutto, privo di polvere e fresco. Anche il luogo dove si stampa dovrebbe avere queste caratteristiche. Un ambiente freddo-umido non giova sicuramente alla stampa poiché chi più chi meno tutti i filamenti sono igroscopici. Quindi assorbono acqua con le problematiche che ne conseguono. Se notiamo che un filamento peggiora qualitativamente e si fa fatica a scaldarlo potrebbe essere una buona idea essiccarlo, tramite essiccatore o tramite forno di casa. Il forno va impostato a 60° con l’anta leggermente aperta.
Misura del diametro del filamento
Quando si ha a che fare con filamenti di scarsa qualità spesso si riscontra la variazione del diametro, preso in più punti. Se non conosciamo la provenienza e la bontà di un certo filamento e non è garantita dal marchio possiamo consigliare di procedere alla misurazione a campione.
Si deve procedere a misurare il filamento tramite calibro digitale, ogni metro circa per almeno 20/30 m ed annotarsi i valori. È importante che la misurazione venga effettuata nel più preciso dei modi, mantenedo il calibro perpendicolare al filo, e a non applicare troppa pressione che possa falsare la misura. Può sembrare banale ma è una prova molto utile: anche una piccolissima differenza può trasformarsi in sovra/sottoestrusione, una differenza sostanziale darà problemi più gravi come l’abrasione del filamento e intasamento dell’ugello.
Diminuire la temperatura
 L’eccesso di calore significa che occorrerà più tempo per raffreddare la plastica. E se hai letto la problematica dell’overheating di questa pagina saprai che il raffreddamento adeguato è spesso cruciale per creare stampe ottime.
L’eccesso di calore significa che occorrerà più tempo per raffreddare la plastica. E se hai letto la problematica dell’overheating di questa pagina saprai che il raffreddamento adeguato è spesso cruciale per creare stampe ottime.
In linea di massima si di deve mantenere la temperatura più bassa possibile, aiuterà la stampa dei piccoli dettagli ed eviterà la formazione delle stringhe, come descritto qui.
Non è semplice trovare la quantità di calore necessaria poiché dipende da quanto veloce stiamo cercando di estrudere. La distinzione è importante per cui non abbiamo parlato di velocità di stampa ma di velocità di estrusione. La velocità di estrusione infatti tiene conto dello spessore degli strati, larghezza dell’ugello e una temperatura che funziona con alcuni parametri non è detto che funzionerà al raddoppio degli stessi.
È importante ovviamente trovare la giusta via temperatura minima, che non dia problemi come la stringatura che ma non sia così inferiore al necessario da creare probemi di sottoestrusione e separazione dei layer (nel caso specifico dell’ABS). Anche il colore del filamento può incidere sulla temperatura di estrusione, è per questo che consigliamo di segnare sulla bobina i parametri di estrusione, perché può essere difficile ricordarsi i parametri ideali di tutti i nostri filamenti se questi vengono cambiati sovente.
Letto riscaldato solo quando è necessario
 Il letto riscaldato è ottimo per mantenere le parti attaccate al letto e mantenerle inalterate, ma il caldo eccessivo può causare problemi. Cercate, come nel caso della temperatura di estrusione di mantenere la temperatura del letto più bassa possibile per evitare di influenzare la forma degli strati inferiori. Troppo calore può causare la formazione nella stampa dei piedi da elefante.
Il letto riscaldato è ottimo per mantenere le parti attaccate al letto e mantenerle inalterate, ma il caldo eccessivo può causare problemi. Cercate, come nel caso della temperatura di estrusione di mantenere la temperatura del letto più bassa possibile per evitare di influenzare la forma degli strati inferiori. Troppo calore può causare la formazione nella stampa dei piedi da elefante.
L’ABS ha necessità del piatto riscaldato, e il calore diffuso dal piatto aiuta anche la stampa (soprattutto nel caso di stampante a camera chiusa) ad evitare la delaminazione dei layers.
In ogni caso consigliamo l’uso della lacca per capelli, sia per la stampa dell’ABS sia per la stampa del PLA.
Il PLA in particolare è possibile stamparlo con un sottile strato di lacca per capelli senza necessità di aggiungere calore al piatto. E oltre ad evitare problemi di mancato raffreddamento si risparmierà sulla bolletta elettrica.
Ridurre l’accelerazione
 Quando l’estrusore cambia rapidamente la direzione viene gradualmente rallentato e poi lanciato nella nuova direzione. Quando l’accelerazione/frenata è troppo brusca o il telaio della stampante non è abbastanza rigido si riscontrano imperfezioni dovute alle vibrazioni sulla superficie della stampa, accanto agli angoli e ai bordi. Pur non avendo una stampante dal telaio molto rigido la diminuzione dell’accelerazione sicuramente contribuirà a ridurre questo effetto.
Quando l’estrusore cambia rapidamente la direzione viene gradualmente rallentato e poi lanciato nella nuova direzione. Quando l’accelerazione/frenata è troppo brusca o il telaio della stampante non è abbastanza rigido si riscontrano imperfezioni dovute alle vibrazioni sulla superficie della stampa, accanto agli angoli e ai bordi. Pur non avendo una stampante dal telaio molto rigido la diminuzione dell’accelerazione sicuramente contribuirà a ridurre questo effetto.
L’unica controindicazione di questa manovra correttiva è l’aumento del tempo di completamento della stampa, che, potrebbe valerne la pena perché migliorerà le stampe.
Livellamento del piatto.
 Un letto ben livellato assicura la buona posa del primo stato di stampa. Il primo strato, come già detto più volte è forse la fase più importante della stampa. Abbiamo spiegato approfonditamente il livellamento del letto in questa guida.
Un letto ben livellato assicura la buona posa del primo stato di stampa. Il primo strato, come già detto più volte è forse la fase più importante della stampa. Abbiamo spiegato approfonditamente il livellamento del letto in questa guida.
Un buon livellamento del piatto è anche fondamentale per la corretta adesione della stampa al letto, in questa guida si spiega cosa fare per migliorare l’adesione.
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sulla stampa 3D nella nostra sezione GUIDE!