La regolazione, o per lo meno il controllo, della quantità di filamento estruso è una di quelle operazioni con cui chiunque, prima o dopo, deve confrontarsi.
Questo esamino diventa necessario se ci troviano nel caso in cui le nostre stampe abbiano una forma inconsistente, o nel caso contrario se ci trovassimo ad avere a che fare con piccole o grandi colaturre di materiali. Per i più pignoli poi è una prova necessaria anche in assenza di problemi evidenti.
Il caso in generale in cui è forse più utile questa operazione è quando ci troviamo in presenza di righe costanti sulle superfici della nostra stampa. Infatti una piccola sovraestrusione può essere facilmente confusa con il problema dei wobbing. Andare ad individuare il problema e regolare l’estrusione all’inizio degli infiniti controlli che dovremmo mettere in atto per l’oscillazione meccanica potrebbe essere un bel colpo di fortuna.
Passiamo ora alla guida pratica alla regolazione,
I passaggi sono molto semplici e il materiale necessario è comunissimo.

Avremo bisogno di:
- uno strumento di misura (righello/rotella metrica/calibro)
- Un pennarello
- Un programma di dialogo stampante-computer (noi useremo Repetier Host)
Collegate la stampante tramite il programma di dialogo al PC, e assicuratevi che la stampante risponda ad i vostri comandi. Ora prendete lo strumento che usate per misurare e contate 10 centimetri, precisamente da dove il filamento entra all’interno dell’estrusore a ritroso e fate un segno con il pennarello.
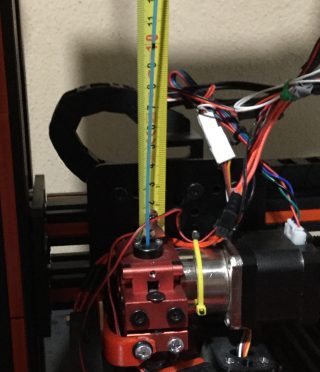 Tramite Repetier date l’ordine alla stampante di estrudere esattamente 10 cm ed alla fine dell’operazione guardate dove è finito il segno a pennarello. Se è sparito sarete nel caso della sovraestrusione, al contrario se lo vedrete ancora distante dall’ingresso dell’estrusore sarete sottoestrudendo.
Tramite Repetier date l’ordine alla stampante di estrudere esattamente 10 cm ed alla fine dell’operazione guardate dove è finito il segno a pennarello. Se è sparito sarete nel caso della sovraestrusione, al contrario se lo vedrete ancora distante dall’ingresso dell’estrusore sarete sottoestrudendo.
Nel caso il vostro segno si trovi proprio in corrispondenza dell’ingresso all’estrusore…bene! La vostra prova finise qui!
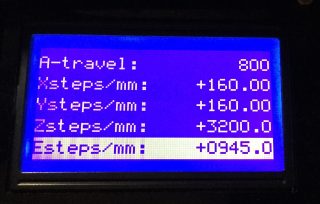
Nei 2 precedenti casi invece dovrete agire sul numero di passi che il motore spingifilo (convenzionalmente E) effettua. Normalmente questo valore si trova nei settaggi del firmware variabili dallo schermo incorporato alla stampante. Per esempio sul marlin è posto sotto -controllo (control) —> movimento (motion) —> Esteps/mm.
Il valore Esteps va rivisto al ribasso nel caso della overextrusion e al rialzo per la underextrusion. Si consiglia comunque di non eccedere i 50 punti da una modifica all’altra, ed ovviamente ripetere la prova. Aggiustando il tiro fino a che il segno da voi fatto si fermerà esattamente all’ingresso dell’estrusore (dove avete cominciato a misurare).
Modifica firmware
 Una volta trovato il valore esatto non dovrete far altro che salvare attraverso la funzione “store memory” presente sul firmware caricato. In caso non abbiate la possibilità di salvare allora dovrete procedere con il caricamento del firmware con i nuovi valori appena trovati. I passi dei motori da modificare (su Marlin) si trovano all’interno della scheda configuration.h circa a metà della stessa.
Una volta trovato il valore esatto non dovrete far altro che salvare attraverso la funzione “store memory” presente sul firmware caricato. In caso non abbiate la possibilità di salvare allora dovrete procedere con il caricamento del firmware con i nuovi valori appena trovati. I passi dei motori da modificare (su Marlin) si trovano all’interno della scheda configuration.h circa a metà della stessa.
Può succedere che nonostante la regolazione perfetta vi troviate comunque nel caso di sotto/sovra estrusione, e questo può essere dato da vari fattori, tra cui il filamento adoperato.
In questo caso quando individuerete le casue dell’errore (esempio un dato filamento) potrete andare ad agire direttamente dalla quantità di flusso dello slicer, che potrete modificare all’occorrenza.
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sulla stampa 3D nella nostra sezione GUIDE!