Benvenuto in questo manuale Kelant s500 completamente tradotto in italiano per facilitare la vita a tutti i connazionali, lontani e vicini. Ho trovato che questa Kelant s500 possa essere una macchina semiprofessionale avanzata, per chi vuole fare un passo oltre le solite economiche.
LE FOTO PRESENTI IN QUESTO ARTICOLO SONO STATE ESTRAPOLTE DAL MANUALE UFFICIALE IN LINGUA INGLESE.
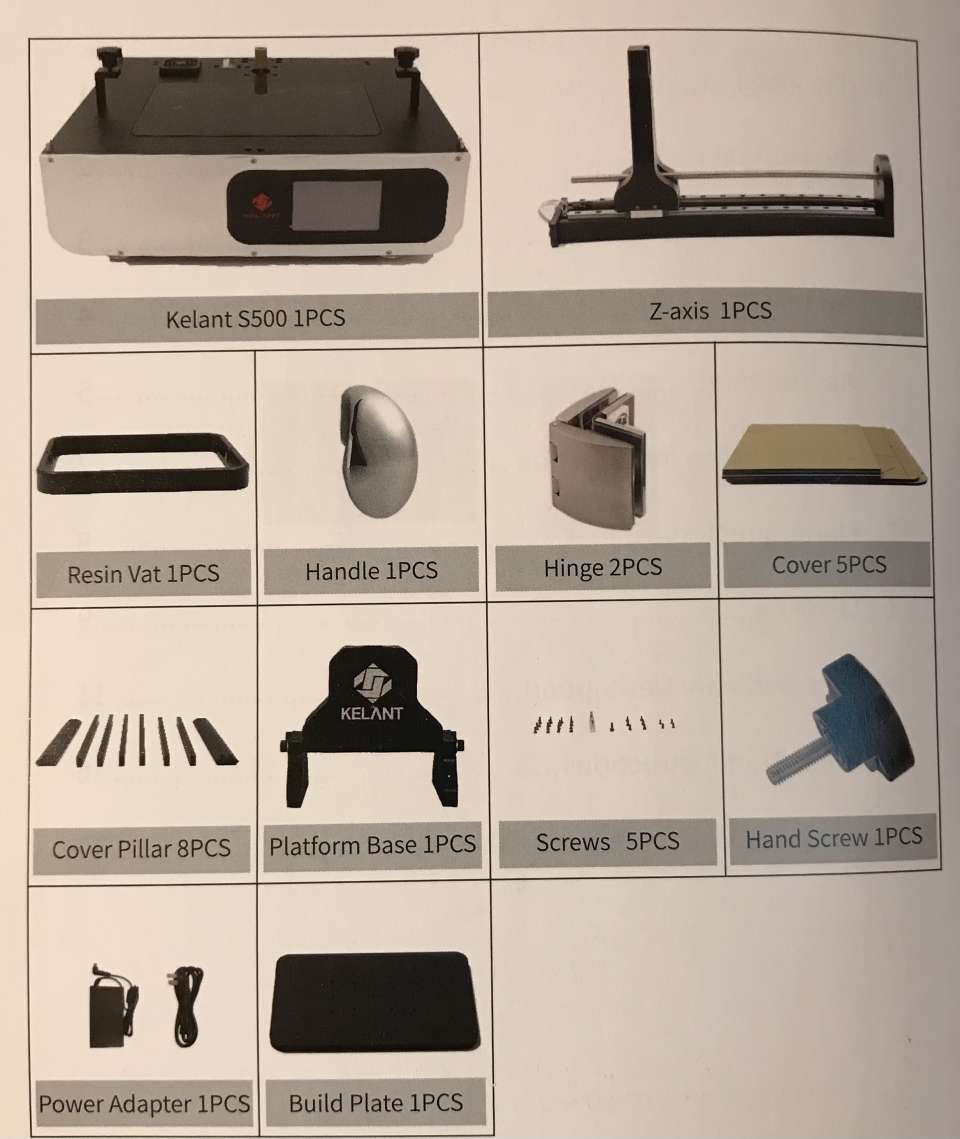
1- Contenuto della confezione – Manuale Kelant s500
2- Precauzioni – Manuale Kelant s500
![]()
Contattare il servizio clienti per qualsiasi domanda dopo la ricezione della Stampante 3D
![]()
Tenete Kelant S500 e i suoi accessori fuori dalla portata dei bambini
![]()
Utilizzate la stampante a temperatura ambiente ed evitate la luce diretta del sole e ambienti polverosi
![]()
Kelant S500 non deve essere esposta ad acqua e pioggia
![]()
Indossate sempre i guanti quando utilizzate la resina ed evitate il contatto diretto sulla pelle
![]()
Prestate attenzione quando utilizzate la spatola e non muovetela in direzione delle vostre mani
![]()
Alcuni accessori presenti nella confezione di Kelant s500 sono consumabili, e la garanzia potrebbe variare
![]()
Non disassemblare Kelant S500, siete pregati di contattare l’assistenza tecnica se avete domande
![]()
In caso di emergenza siete pregati togliere la stampante 3D dall’alimentazione e contattare l’assistenza tecnica.
3 – Specifiche tecniche – Manuale Kelant s500
Parametri di stampa
Sistema: Kelant
Interfaccia: schermo touch da 3,5 pollici
Slicer: ChiTu DLP Slicer/ChiTu Box
Connettività: USB
Specifiche
Tecnologia: LCD Shadow masking
Sorgente di luce: UV-Led (Lunghezza d’onda 405nm)
Risoluzione in XY: 50 micron
Accuratezza Z: 25 micron
Altezza layer consigliata: 0.025 – 0.2 mm
Velocità di stampa: 40 mm/s
Consumo: 144 W/h
Dimensioni
Dimensione della stampante 3D: 345 mm (L)* 300 mm (P) * 455 mm (H)
Volume di stampa: 192 mm (L)* 120 mm (P)* 200 mm (H)
Materiale utilizzato: Resina UV a 405nm
Peso: Circa 17 Kg
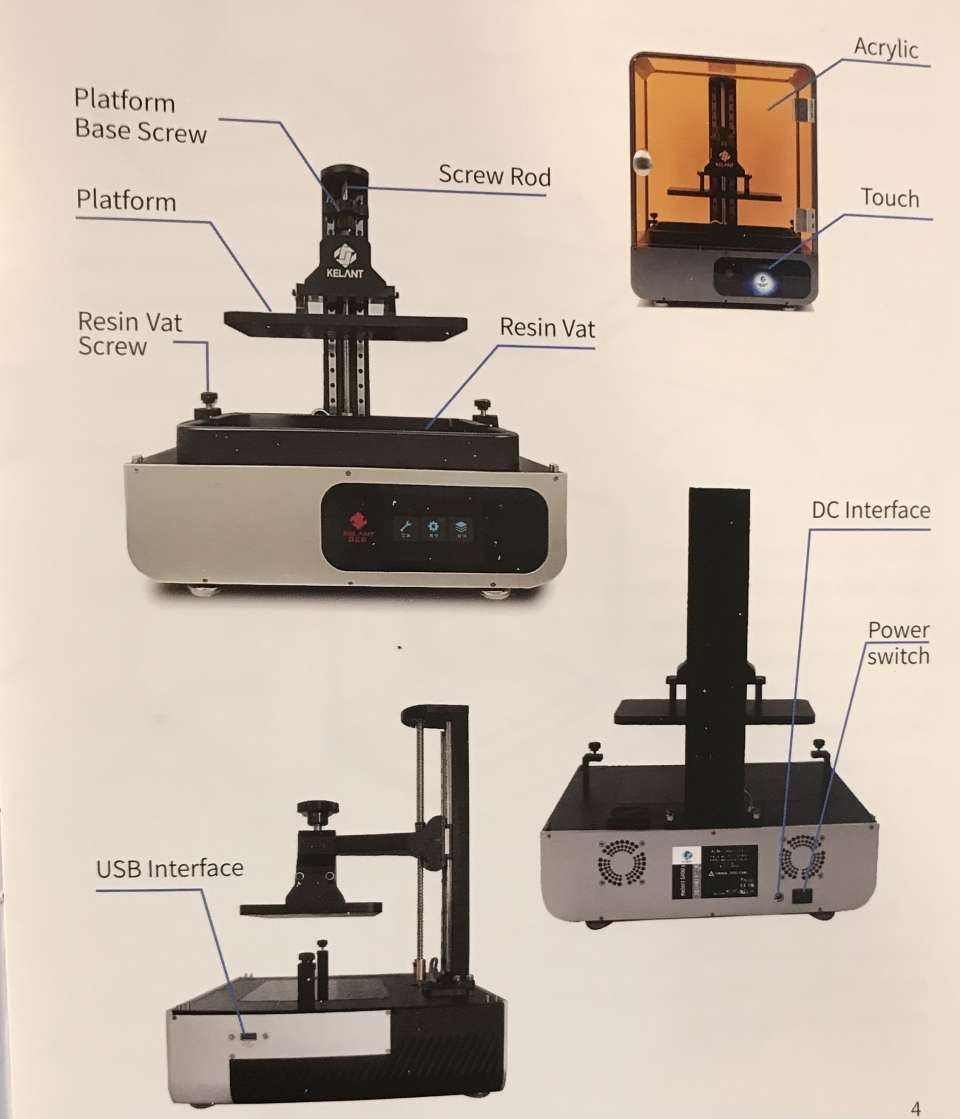
4 – Panoramica generale – Manuale Kelant s500
5 – Assemblaggio – Manuale Kelant s500
- Piazzare la base della stampante sul tavolo di lavoro
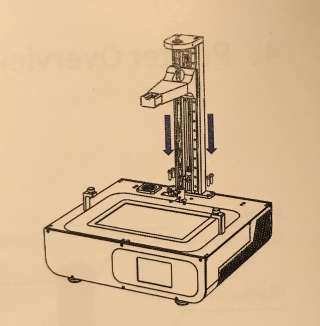
- Unire l’asse Z con la base come da disegno (necessari: 4 viti M6 x 15 mm)
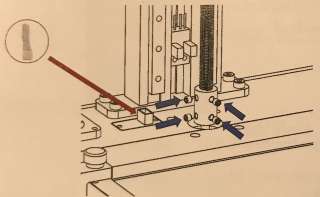 Fissare la vite senza fine Z al motore attraverso l’accoppiatore ed inserire il cavo dell’endstop Z nello spinotto come in foto.
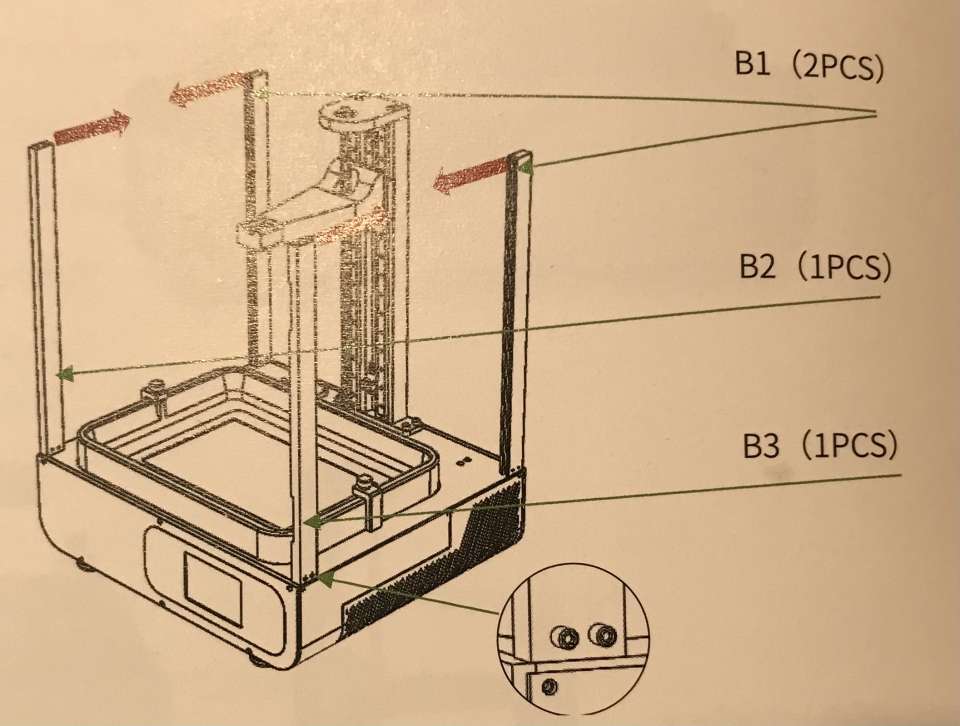
Fissare la vite senza fine Z al motore attraverso l’accoppiatore ed inserire il cavo dell’endstop Z nello spinotto come in foto.- Collegare i profili B1, B2, B3. Posizionare i 2 pezzi B1 nella parte posteriore e gli altri 2 nella parte anteriore come da foto. Tenere la scanalatura nella direzione della freccia rossa in foto. Fissare con 8 viti M3.
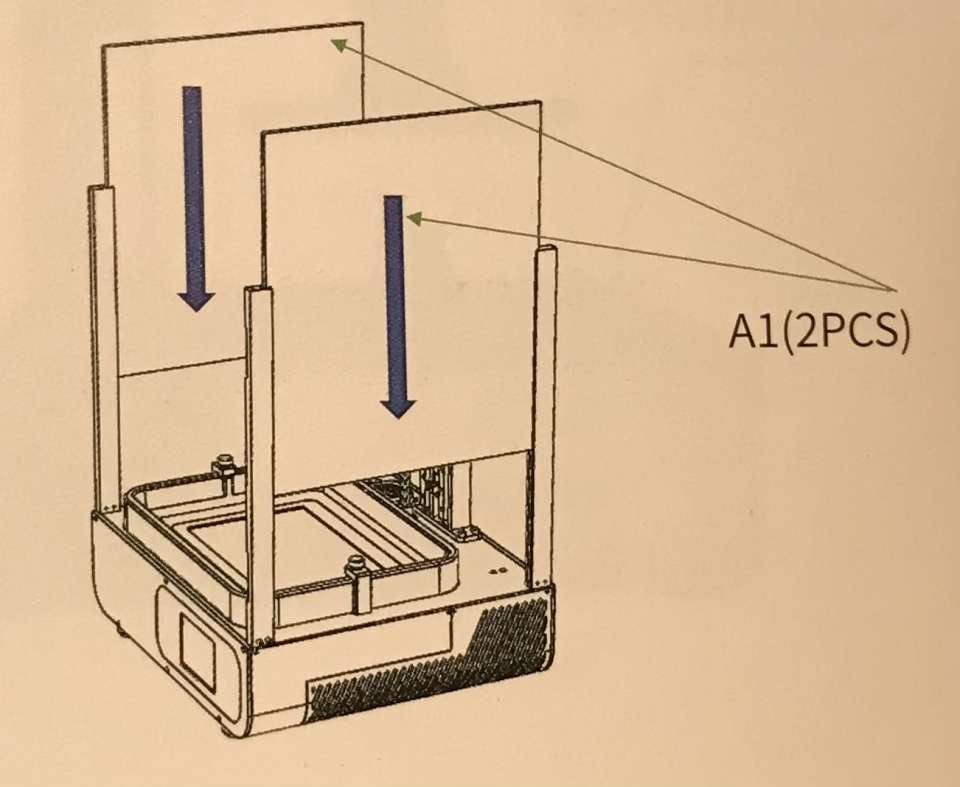
 Rimuovere la protezione all’acrilico A1 e farlo scivolare verso il basso all’interno delle scanalature.
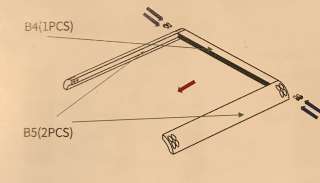
Rimuovere la protezione all’acrilico A1 e farlo scivolare verso il basso all’interno delle scanalature.- Unire il B4 con i 2 pezzi B5, in formazione ad U (come da foto) e tenere la scanalatura orientata verso il centro. Fissare questa formazione con 4 viti identificate come S1
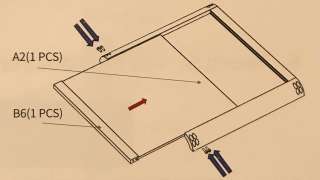 Unire la colonna B6 con l’acrilico A2 e farlo scorrere all’interno del pezzi assemblati il punto precedente così da formare il coperchio della stampante 3D. E fissare con 4 viti S1
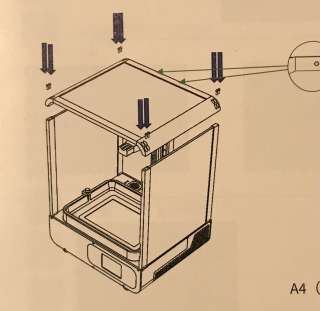
Unire la colonna B6 con l’acrilico A2 e farlo scorrere all’interno del pezzi assemblati il punto precedente così da formare il coperchio della stampante 3D. E fissare con 4 viti S1- Posizionare il coperchio installato al punto 7 sopra la stampante e fissare con 8 viti S1 alle 4 colonne laterali. (il coperchio ha un profilo con i buchi adatti ad accogliere viti, il lato con i buchi va posizionato nella parte posteriore della stampante.
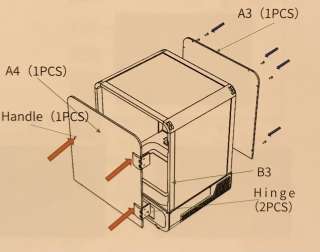
- Con 6 viti S4 andare a fissare nellala parte posteriore della stampante l’acrilico A3. Rimane un ultimo acrilico, A4, a cui si deve fissare la maniglia al buco esterno centrale, tramite una vite S2. Poi fissare, tramite 4 viti S3 lo stesso acrilico alla macchina tramite le mappe.
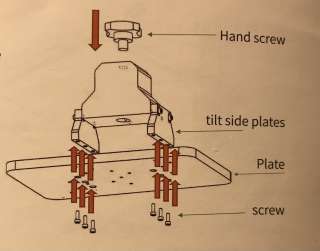
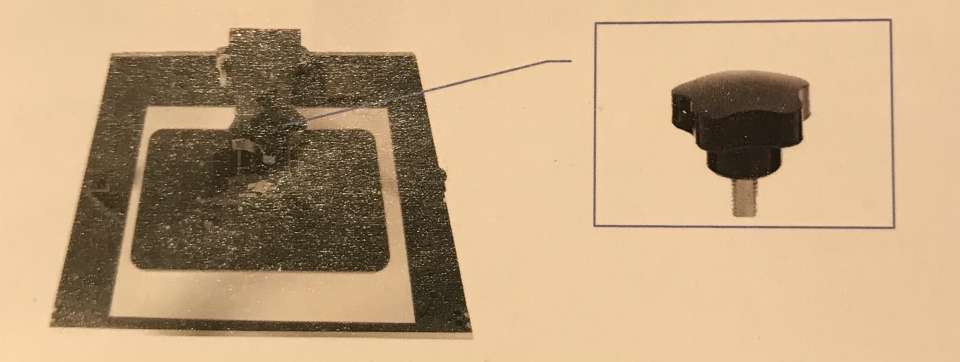
- Come ultima operazione è necessario installare il piatto di stampa. Per prima cosa con 6 viti S2 (M4 x 10 mm), passanti arrtaverso il piatto, fissiamo quest’ultimo all braccio che fisseremo all’asse Z. Tramite la vite grossa con pomello per uso manuale andiamo a fissare il piatto all’asse Z.
6 – Introduzione al touch screen – Manuale Kelant s500
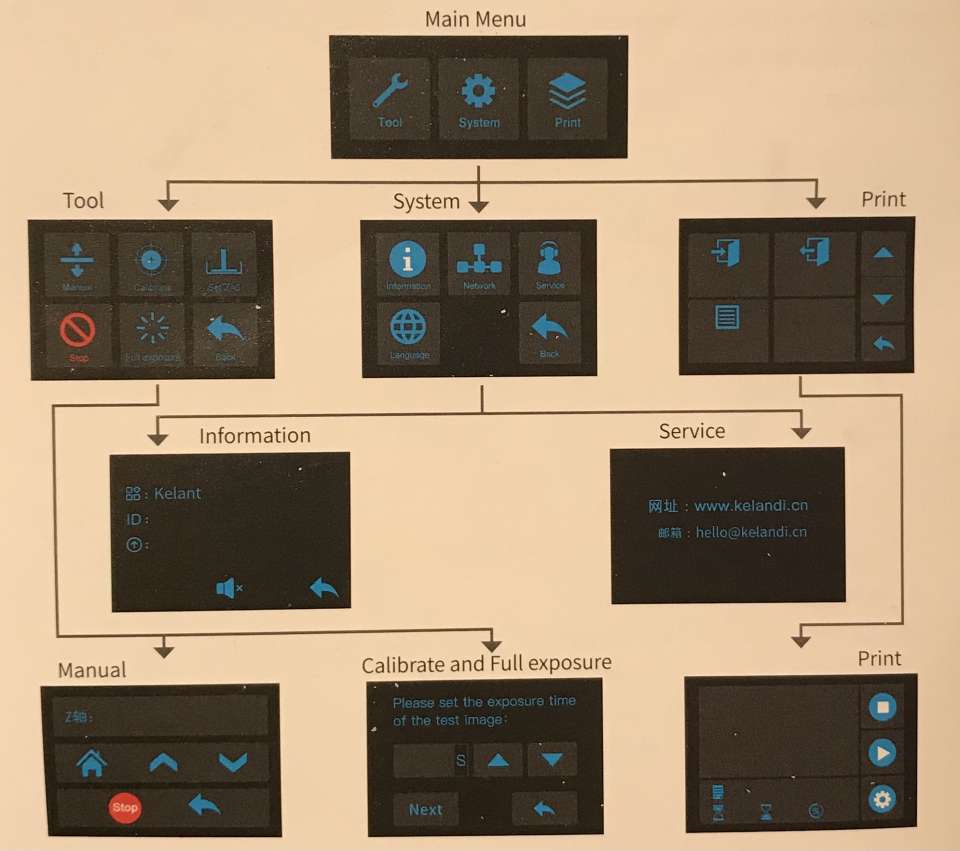
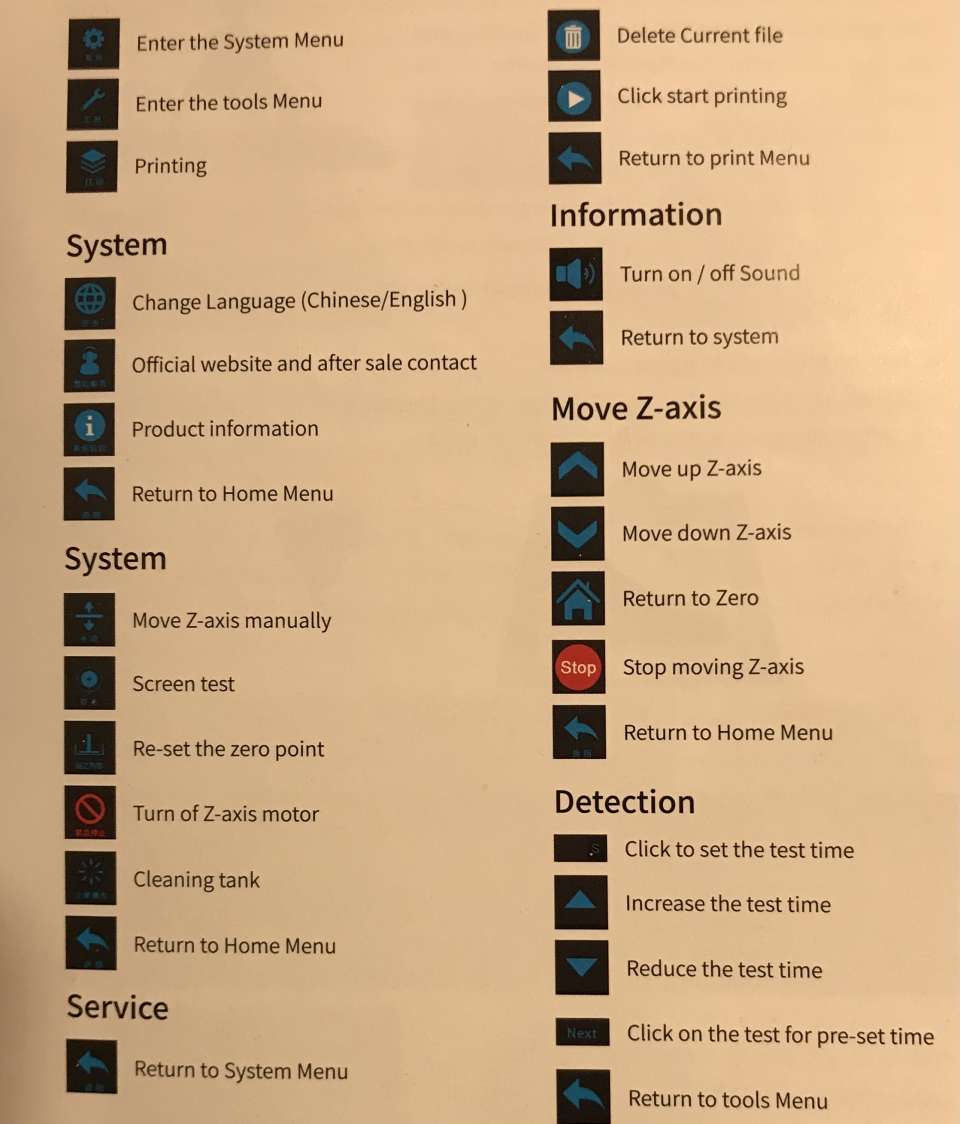
7 – Significato delle icone – Manuale Kelant s500
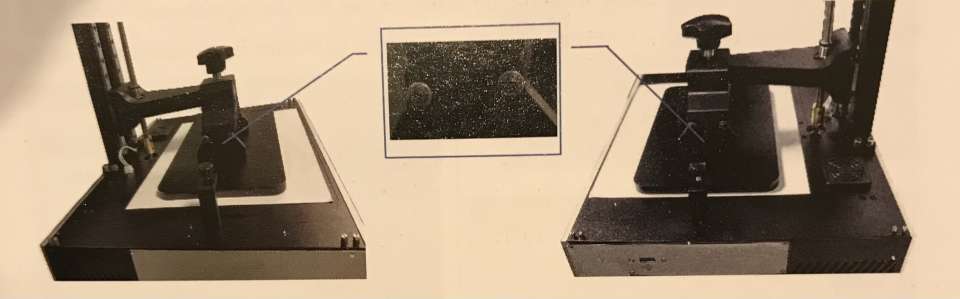
8 – Livellamento della base di stampa – Manuale Kelant s500
La macchina è stata livellata in fabbrica, e quindi dovrebbe esserlo. Per evitare stampe fallite però si consiglia di ripetere le operazioni di livellamento così come specificate qui di seguito:
 Distaccare la piattaforma di stampa e smollare le 4 viti di fissaggio, in modo che possa muoversi liberamente.
Distaccare la piattaforma di stampa e smollare le 4 viti di fissaggio, in modo che possa muoversi liberamente.- Testare il monitore LCD e tenere puliti lo schermo e la piattaforma. E pulire da eventuali residui di resina o impurità. La sporcizia può essere rimossa con l’alcol.
- Accendere la stampante 3D.
- Posizionare un classico foglio A4 sullo schermo LCD 4K, inserire il piatto e fissare la vite manuale.
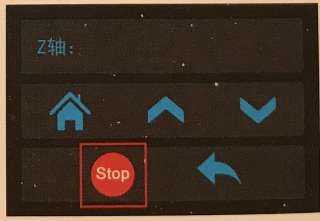
- Tramite il touch screen utilizzare questa procedura: Cliccare Tool -> Manual -> Home ed attendere la completa discesa dell’asse Z. Se ci fosse qualche problema durante la discesa schiacciare STOP subito.

- Ora, con l’asse Z in posizione Home, premere il piatto ai 4 angoli per verificare che aderisca bene allo schermo LCD. Simultaneamente fissare le viti di fissaggio del piatto. Estrarre il foglio di carta A4. Il foglio di carta deve presentare una leggera resistenza, uniforme in tutti i punti del piatto. Se così non fosse si devono ripetere tutti gli step di questa guida al livellamento.
- Cliccare Tool -> Manual -> UP sul touch screen, per alzarlo di una decina di centimetri. Quindi porre il foglio di carta nuovamente sullo schermo LCD e rimandare in Home il piatto. Con questo passaggio si controlla che il livellamento sia stato effettuato correttamente e che sia ripetibile. Quindi estrarre il foglio di carta, ed assicurarsi che abbia la resistenza uniforme e leggera come nel precedente punto. Se così non fosse aggiustare e ripetere.
- Sollevare la piattaforma di circa 10 cm ed eseguire il test sullo schermo LCD, Quindi premere: Tool -> Exposure -> Next e verificare che sullo schermo compaia una griglia. Se questo succede allora lo schermo sta funzionando normalmente. NB: Mai guardare direttamente lo schermo UV per evitare danni agli occhi. Indossare sempre gli occhiali protettivi!

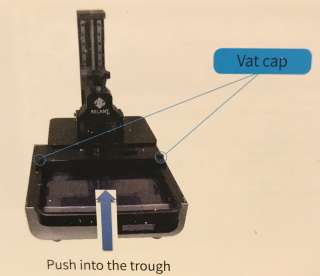
- Installare il recipiente per la resina. Allineare bene il recipiente e stringere le vitiaccuratamente.
9 – Descrizione del software slicer – Manuale Kelant s500
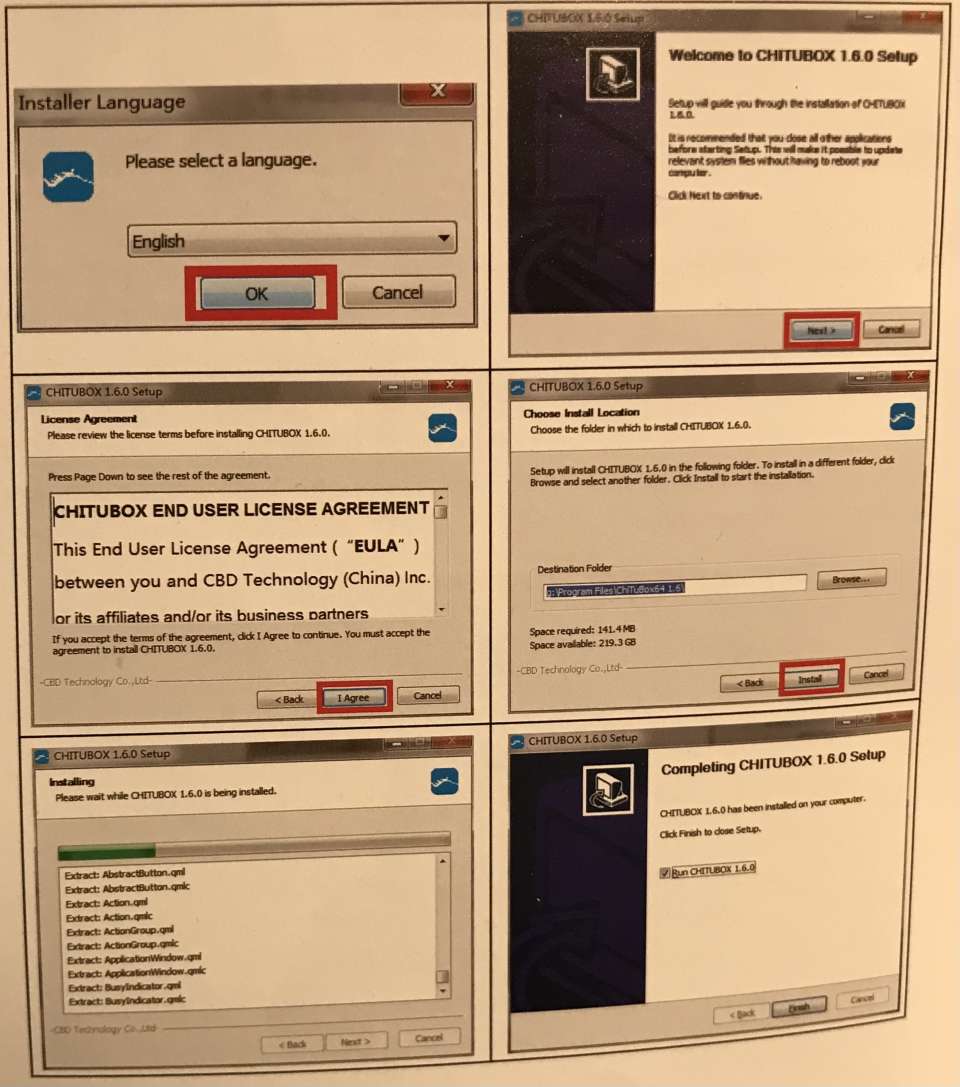
9.1 Istruzioni di installazione del programma
Trovate il software slicer nella chiavetta USB, sotto la cartella Slicing Software. Doppio click sull’icona del software e seguire le figure per l’installazione.
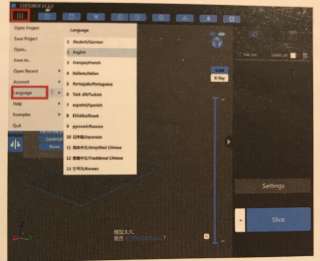
9.2 Lingua
Cliccare le 3 lineette nell’angolo in alto a sinistra, e selezionare, al punto n.4 la lingua italiana.
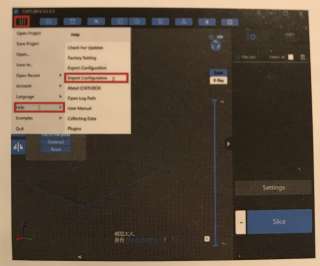
9.3 Importare la configurazione
Cliccare sempre sulle 3 righette, cliccare Help -> Import configuration -> e selezionare KLD-S500.cfg nella cartella “……. Slicer” presente nella USB.
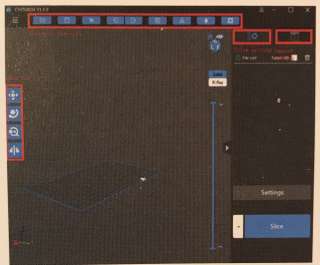
9.4 Introduzione all’interfaccia dello slicer
Cliccare Apri Files -> Select file -> Apri per importare il modello 3D (.stl file). Cliccando sul modello con il tasto destro del mouse si può variare la posizione, l’angolo e lo zoom del modello. Il menu a barre in alto serve per: Aprire files, salvarli, foto allo schermo o registrazione, andare indietro o avanti con i passaggi, cipia modello attuale o clonalo, auto layout, modello cavo, scava un foro.
Dalla parte destra ci sono le sezioni di sezioni e i parametri dei supporti.
Altre operazioni:
- Cambio posizione: click con il tasto sinistro sul modello e tenere premuto per cambiare la posizione del modello, muovendo il mouse.
- Zoom in/out: Con la rotella del mouse
- Cambiare l’angolo di visuale: Click destro sulla piattaforma e tenendo premuto muovere il mouse.
9.5 Parametri dello slicer
Proma cosa si deve impostare il software, quindi: Settare la macchina, la resina, stampa, l’infill, il Gcode, i settaggi avanzati. Qui le foto con i parametri. I parametri in foto sono basati sulla resina Kelant, le altre resine devono esere aumentate da 1 a 5 secondi, in base alle indicazioni dei produttori.
La risoluzione e la grandezza devono essere corretti come da foto. Gli errori in questi settaggi causeranno stampe deformate.
Usare questi parametri se usate la resina originale. Per altre resine seguire le indicazioni del produttore.
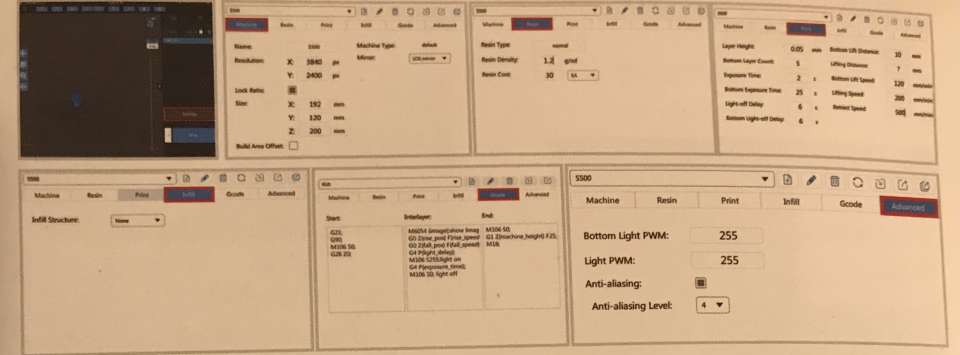
Altezza Layer (mm): settare un’impostazione tra 0,025mm, 0,05mm, 0,1mm. Un’altezza maggiore del layer comporta un maggiore tempo di esposizione.
Numero di layer di base (n): il range usuale è tra i 3 e 12 layer. Tipicamente sono impostati 5 layer.
Tempo di esposizione (s): Il range va da 2 a 4 secondi, il tempo di esposizione andrà settato in relazione allo spessore del layer e dalla complessità del dettaglio. (Più il layer è spesso più tempo di esposizione sarà necessario).
Tempo di esposizione dei layer della base (s): Il range di valori va da 20 a 40 secondi. Una prolungata esposizione porterà la stampa ad aderire maggiormente alla piattaforma.
Ritardo a luce spenta (s): Questo valore varia da 4 a 8 secondi, e rappresenta il tempo necessario alla resina a penetrare sotto il piatto, dopo la salita al termine di un layer. Verrà imostato un tempo tanto più alto quanto la resina sarà viscosa.
Ritardo a luce spenta dei layer della base (s): Anche in questo caso il valore varia da 4 ad 8 secondi, invariato rispetto agli altri layers.
Distanza di distacco da Z=0 (mm): Valore raccomandato 12, la distanza di distacco dal punto 0.
Distanza di salita (mm): Valore raccomandato 10, altezza di sollevamento per layer classico.
distacco primi layer, velocità (mm/min): Raccomandato 120, per i primi layer della stampa, dove il piatto è immerso nella resina.
Velocità di distacco: (mm/min): Raccomandato 200, per gli strati superiori dove il piatto non è immerso nella resina.
Velocità di retrazione (mm/min): Valore raccomandato 500, la velocità di movimento dell’asse Z.
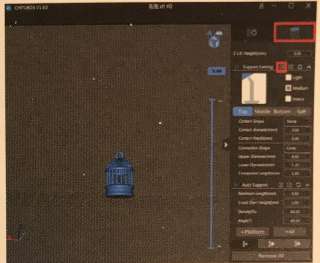
9.6 Parametri dei supporti
Con un Click su “import parameter” -> possiamo cercare sulla chiavetta il file “select S500_support.cfg” -> facciamo “open”.
Come da figura potete vedere i parametri, così come importati.
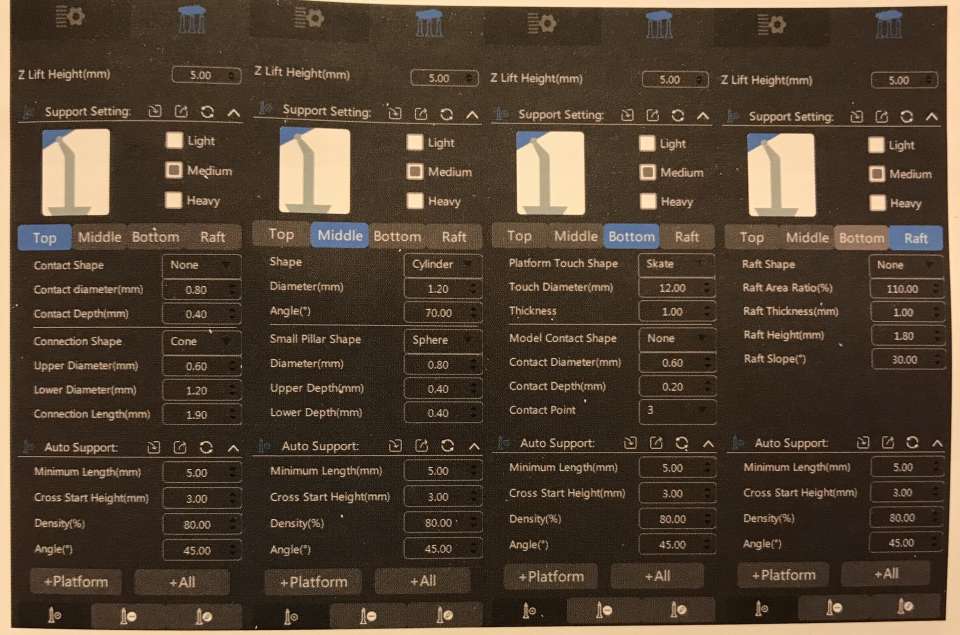
I tipi di supporto possono dividersi in leggeri (Light), medi (Medium) e grossi (Heavy). Ognuno di questi ha i propri parametri.
- Supporti light: la superficie di contatto tra supporto e modello è la più piccola, quindi risultano essere i supporti più semplici da rimuovere.
- Supporti heavy: la superficie di contatto tra supporto e modello è la più larga possibile, questo rende il modello molto stabile.
Raccomandiamo di impostare Medium come supporto standard.
Bottom plate height: aggiungere un raft avrà il risultato di rendere il modello attaccato alla superficie di stampa in modo più tenace.
Questi parametri possono sempre essere modificati in base alle proprie esigenze, e differenziate in base al modello e al tipo di stampa da eseguire.
9.7 Istruzioni per il primo uso
Caricare il modello all’interno dell’area di lavoro dello slicer (7.1). Selezionare il modello e ruotarlo per portarlo ad un’angolo di stampa appropriato (7.2). Per una stampa classica la migliore angolazione in cui posizionare un modello, per la stampa 3D a resina, è un’angolo di 45°. Durante lo spostamento è utile prestare attenzione al posizionamento del modello, in qualche caso è consigliabile staccarlo completamente dal piatto per poter aggiungere o rimuovere supporti a proprio piacimento.
Dopo aver selezionato il supporto desiderato si deve cliccare su aggiungi tutti i supporti – “add all the support” (7.3). Questo comando calcolerà la necessità del modello e aggiungerà i supporti necessari per la sua stampa. Dopo l’aggiunta automatica dei supporti, se notiamo qualche imperfezione possiamo passare al controllo manuale. Quindi possiamo aggiungere manualmente qualche supporto nella parte inferiore del modello per aumentarne la stabilità, così come manualmente rimuoverne qualcuno che non riteniamo necessario.
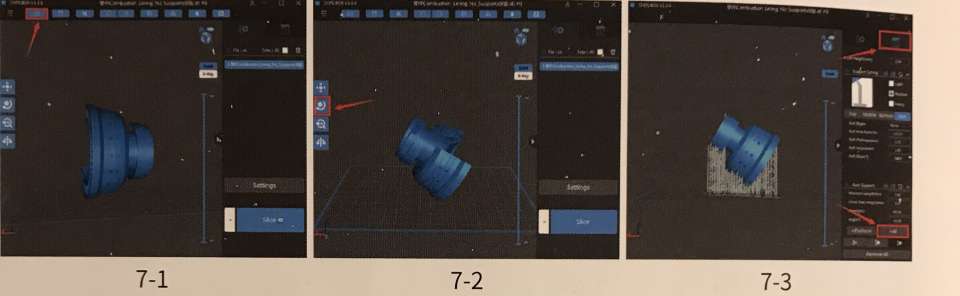
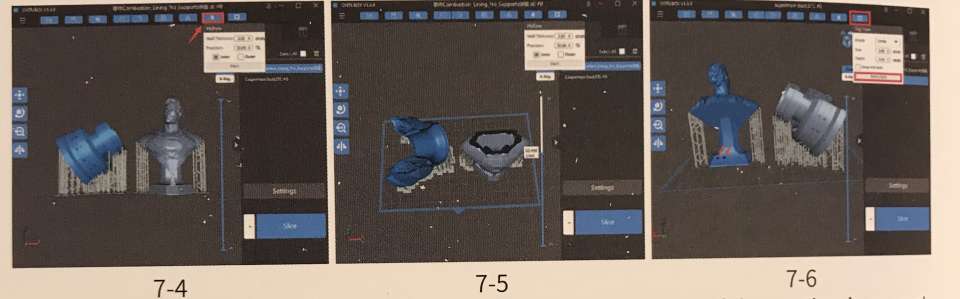
Se stiamo stampando un modello pieno, per risparmiare materiale, possiamo svuotare il modello tramite la funzione “hollowing” (7.4), presente nel menu in alto come da foto.
Lo spessore delle pareti quando usiamo questa impostazione non dovrebbe essere più sottile di 2mm. Normalmente dovremo impostare i perimetri a 3mm e un infill al 50%. In foto (7.5) si può vedere il risultato a schermo.
Due o più buchi dovrebbero essere previsti dopo la svuotatura (hollowing), per permettere di drenare la resina liquida rimasta all’interno del modello a fine stampa (7.6).
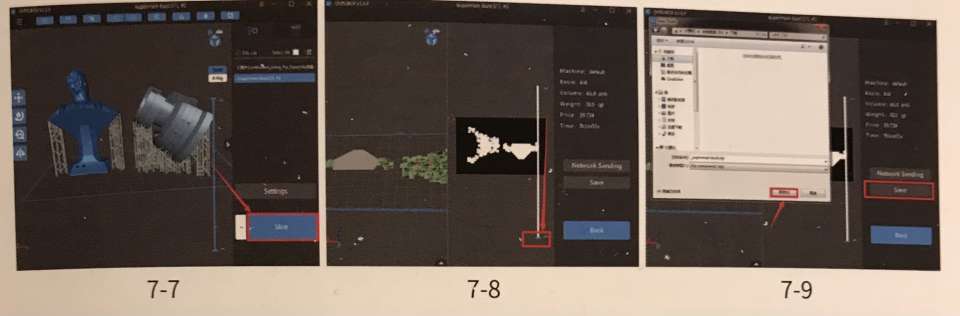
Una volta che tutto è stato impostato come nei passaggi precedenti possiamo passare a cliccare “SLICE”, come da figura (7.7) per iniziare l’elaborazionedel modello.
Terminato il procedimento ci viene data la possibilità di muovere una barra laterale (7.8), per verificare il processo di stampa 3D layer dopo layer. Se l’interfaccia principale del software rileva il modello schiacciato sotto il piano di zero, allora imposta l’asse z del modello, nell’area “sprofondata” con un numero negativo. Questo per ottenere l’effetto “affondato”.
Terminate tutte le impostazioni si clicca su Salva e il programma preparerà un file in formato cbddlp (7.9).
10 – Prima stampa – Manuale Kelant s500
Prima di iniziare, per minimizzare i fallimenti bisogna procedere a questi 3 controlli:
- Assicurarsi che l’asse Z si muova correttamente
- Il piano di stampa deve essere bel livellato
- Controllare che il proiettore UV funzioni in modo corretto
10.1 La stampa
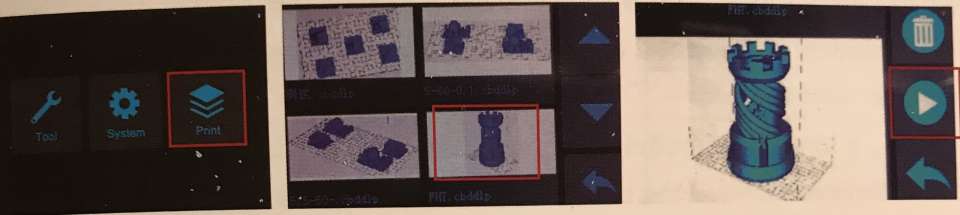
Inserire la chiavetta USB nell’apposito alloggiamento della stampante, indossare i guanti usa e getta, scuotere la resina per almeno 30/40 secondi. Versate la resina lentamente all’interno del VAT fino a raggiungere circa 1/3 del suo volume complessivo. Togliere i guanti e cliccare “print”. Scegliere il file test o il file che avete voi stessi preparato, come da foto, e iniziate la stampa.
Durante la stampa cercate di evitare che la stampante venga colpita direttamente dai raggi del sole o che il piano d’appoggio si muova.
10.2 Maneggiare la stampa completa ed i residui di resina
Terminata la stampa 3D, attendere che la resina smetta di colare dal piano di stampa o dal modello finito, quindi svitare e rimuovere il piano di stampa. Il modello può essere rimosso dal piano aiutandosi con una spatola di metallo o di plastica, dolcemente. In base alla resina usata si deve procedere al lavaggio del modello stampato, con Alcol al 95% se con resina classica o direttamente con acqua se veniva usata la nuova resina all’acqua. Il modello potrebbe avere necessità di un post trattamento con un fornetto UV o esporlo ai raggi solari per ottenere una maggiore durezza.
IMPORTANTE
Inevitabilmente, nel caso di una stampa fallita, così come per le stampe non complete potrebbe rimanere molta resina nel contenitore. Prima di poter riutilizzare quella resia è raccomandabile filtrarla, per eliminare potenziali impurità, e inserirla nuovamente nel contenitore tramite un imbuto. I residui rimasti sul piano di stampa o nel VAT devono essere rimossi con una spatola di plastica, aiutandosi eventualmente con fazzolettini di carta.
Dopo una stampa fallita selezionare “tools” tramite il touch screen, quindi “clean” e impostare l’esposizione di 20 secondi, e quindi premere “next”. Aspettare che il tempo sia trascorso e verrà creato un sottilissimo layer con la resina rimasta nel VAT. Aiutatevi con una spatola in plastica a rimuovere questo sottilissimo film dal contenitore della resina e la stampante 3D sarà nuovamente pronta alla stampa.

11 – FAQ e manutenzione della stampante 3D – Manuale Kelant s500
11.1 FAQ
La stampante non ha prodotto nulla: Possono esserci diverse ragioni per questo problema
- Una prima ragione è un livellamento approssimativo del piano di stampa. Se non perfettamente livellato il piano di stampa avrà punti in cui sarà troppo alto e questo porterà la resina a solidificarsi attaccata al FEP, infondo al recipiente per la resina. E quindi non verrà stampato nient’altro per i successivi layer. La soluzione è molto banalmente ripulire il tutto, con Alcol isopropilico, rimuovere eventuali residui aiutandosi con una spatola di plastica. Poi livellare nuovamente il piano con estrema cura e lanciare nuovamente la stampa.
- Una seconda motivazione potrebbe essere una base d’appoggio troppo piccola, non aiutata da adeguati supporti, quindi la base non aderisce bene al piatto di stampa. Soluzione: aumentare l’area di appoggio e i supporti necessari per un buon ancoraggio
- La terza ragione è, soprattutto in caso di modelli pieni e pesanti, che il tempo di esposizione non sia sufficiente a formare buoni strati resistenti. La soluzione a questo problema è di aumentare il tempo di esposizione per i “bottom layer” fino a 40-80 secondi e il numero di questi layers da 3 fino a 12.
Il modello è rotto, bucato o c’è solo la base:
Questo succede quando il tempo di esposizione del layer comune non è sufficiente. La soluzione è aumentare il tempo di esposizione da 1 a 3 secondi. Un’altra causa di questo problema potrebbe essere lo schermo parzialmente danneggiato, che non forma il modello in un determinato posto. Per verificare questo caso dovete accendere lo schermo UV e verificare se ci sono danni oppure lo schermo funziona normalmente. N.B.: Usare sempre occhiali protettivi per questa attività!
Trovo della resina liquida sullo schermo quando rimuovo il VAT dopo una stampa:
Se vedete questo succedere allora avete il FEP danneggiato, e la resina cola al di sotto. Se siete sicuri di non aver accidentalmente rovesciato la resina durante la pulizia avete la certezza che il FEP sia danneggiato. La soluzione è quella di sostituire il FEP con uno nuovo e pulire accuratamente lo schermo servendosi degli strumenti soliti, spatola di plastica e fazzoletti di carta, aiutandosi con alcol isopropilico (alcol al 95%).
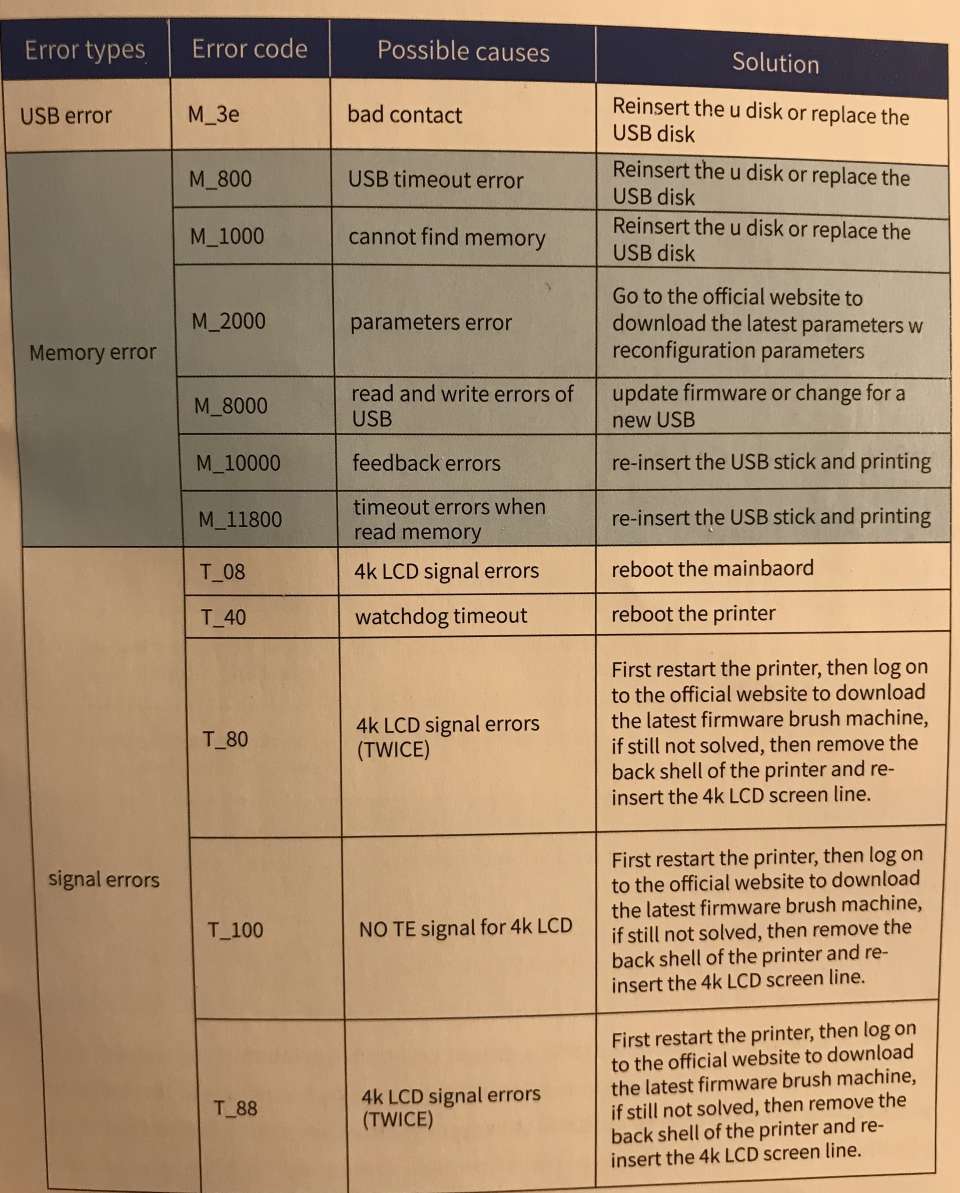
11.2 Lista di errori della macchina
Se la vostra stampante 3D ha dei problemi e risulta danneggiata il sistema darà un codice errore corrispondente al danno trovato. Ecco la tabella errori, codici, cause e soluzioni:
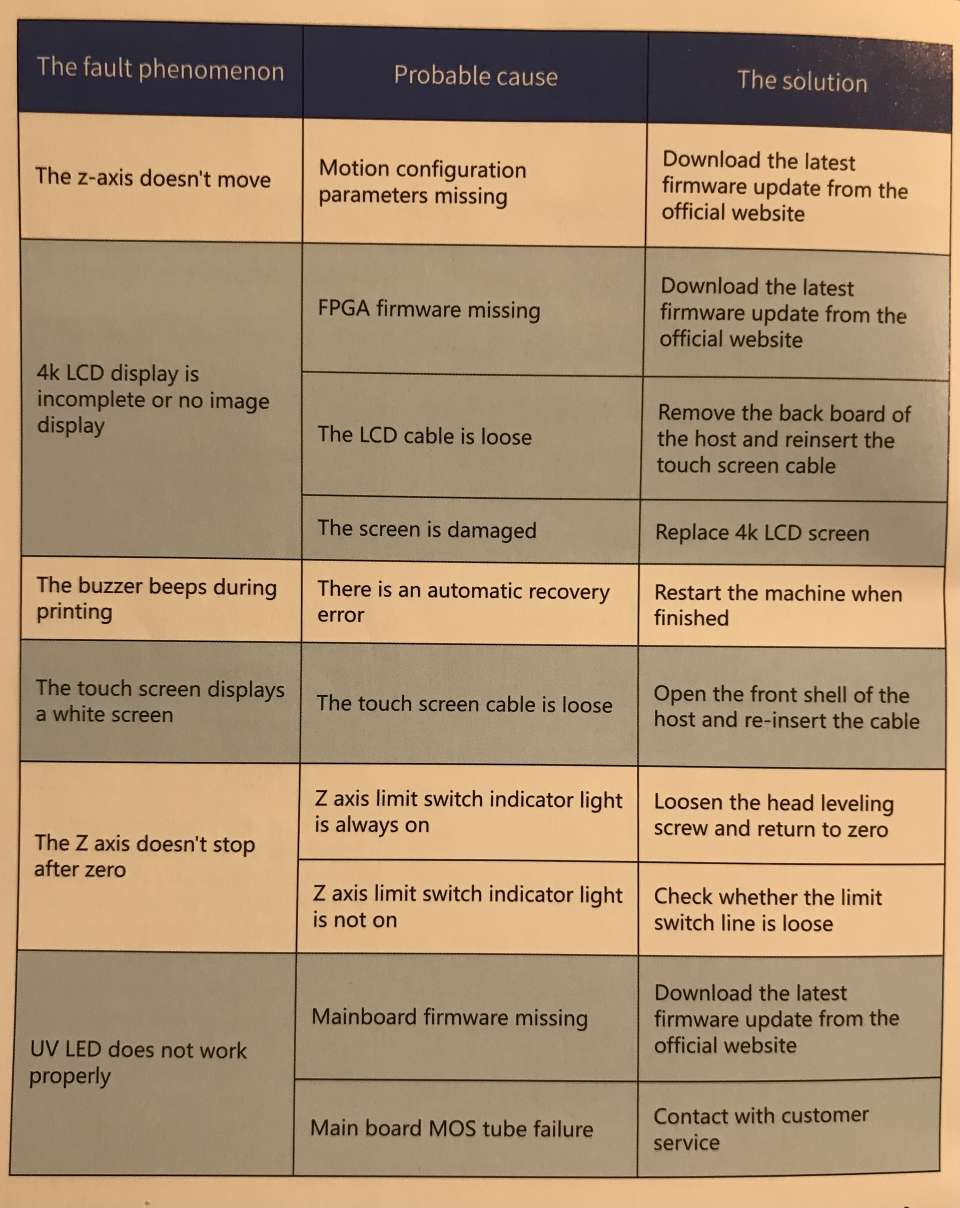
Se la macchina non funziona ma non espone nessun codice errore si può seguire questa tabella:
Se si presenta un problema con un codice specifico e tale problema persiste anche dopo aver provveduto alla soluzione, oppure se la macchina presenta un problema non risolvibile senza un apposito codice errore, oppure il problema non è identificato; per favore registrate un video del malfunzionamento ed inviatelo quanto prima al servizio post-vendita, risponderemo nel più breve tempo possibile.
11.3 Manutenzione della stampante 3D
- Se la stampante è rumorosa durante il movimento dell’asse Z applicare del lubrificante alla vite senza fine.
- Non usare oggetti metallici o appuntiti per rimuovere i residui di resina solidificata dal FEP
- Usare cautela nel rimuovere il piatto di stampa a fine stampa e fare in modo di non perdere resina sullo schermo LCD
- Non lasciare la resina nel VAT più di 2 giorni se non si utilizza la stampante 3D. Si consiglia di filtrare e riporre la resina nel suo bottiglino.
- Dopo la stampa si consiglia di pulire accuratamente il piatto di stampa, lavandolo con alcol 95% aiutandosi con i dovuti strumenti, e assicurarsi che non ci siano residui prima della prossima stampa.
- Se si vuole cambiare colore della resina, procedere prima a rimuovere completamente la prima.
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sulla stampa 3D nella nostra sezione GUIDE!