PLA e PLA+ hanno una serie di somiglianze, a partire dal nome, che rendono difficile farsi un’idea chiara sull’entità e la peculiarità delle differenze. In questo breve articolo, proverò a definire similitudini e differenze per arrivare ad una risposta per la domanda: Quali sono le differenze tra PLA e Plus?
PLA VS PLA+
Le differenze sono difficili da vedere. Devo ammettere che in un primo momento non ho dato molto peso al + (Plus) che appariva sempre più frequentemente vicino alla parola PLA. Pensavo fosse un’azione di mercato più che altro. Una differenziazione tra l’acido polilattico classico e quello un pochino più fine. Dalla lavorazione che segue standard più rigidi.
 In realtà questo in parte è vero, ma è solo una delle differenze, ce ne sono altre, ben più importanti. Entrambi questi materiali termoplastici, diventando malleabili se esposti a temperature elevate. Il Plus tuttavia, vanta di essere una versione migliorata, ed è pubblicizzato come avente caratteristiche superiori rispetto al PLA regolare. Ora andremo a scoprire quali!
In realtà questo in parte è vero, ma è solo una delle differenze, ce ne sono altre, ben più importanti. Entrambi questi materiali termoplastici, diventando malleabili se esposti a temperature elevate. Il Plus tuttavia, vanta di essere una versione migliorata, ed è pubblicizzato come avente caratteristiche superiori rispetto al PLA regolare. Ora andremo a scoprire quali!
Prima, una brevissima introduzione ai 2 filamenti, per avere un’idea di massima
La parte sul PLA capisco che possa risultare ripetitiva, se siete maker esperti e conoscete il prodotto potete anche saltarla e passare direttamente al PLA +
PLA
L’acido polilattico è un polimero termoplastico ottenuto da risorse rinnovabili. Ciò lo rende più ecologico rispetto ad altri filamenti creati con mezzi non rinnovabili. Per creare PLA, la resina viene miscelata con additivi e pigmenti. Questi conferiscono proprietà meccaniche e colore specifici. La miscela finale viene essiccata. Il materiale così prodotto, in pellet plastici quindi viene sciolto, miscelato ed estruso in un filamento solido. Il filamento estruso arrotolato su una bobina, ed è pronto per arrivare nelle nostre case.
Il PLA è rigido e scorre agevolmente, raramente causa ostruzioni. Può essere utilizzato per stampare oggetti più dettagliati e di solito produce angoli aguzzi con facilità. Rispetto ad altri materiali, il PLA standard ha una temperatura di stampa relativamente bassa, rendendolo conveniente e molto facile da utilizzare.
Le stampe PLA tendono ad avere una superficie lucida e la quantità di lucentezza dipende in genere dal produttore, dalla temperatura di stampa e dal colore.
PLA+
Non ci sono differenze significative nella fase di produzione tra PLA e PLA +. Anche le impostazioni di stampa, come velocità, temperatura, ritrazione, sono molto simili il PLA + tende ad avere qualità superficiale, colore o proprietà meccaniche leggermente migliori.
A seconda del produttore, il Plus è solitamente una miscela di materie plastiche, additivi e pigmenti che aiutano a migliorare i punti deboli riconosciuti del PLA standard, come l’assorbimento dell’umidità e la fragilità.
Quindi è solo la differenza della “ricetta” in termini pratici a definire cosa è standarde cosa è Plus. In che complica notevolmente le cose! E non esiste una formulazione standard per definire quali siano le componenti a dare quel + “in più”. Ovviamente le formule non vengono divulgate dai produttori quindi è impossibile determinare l’effettiva differenza.
Un’altra peculiarità del Plus è quella di avere meno tolleranza tra il diametro del filo. Da un 0,03 mm che si usa normalmente si scende ad uno 0,02 mm. Dato che oggettivamente non cambia le nostre stampe. Il cambio di dimensione inizia a dare problemi solo oltre lo 0,05 mm.
Il PLA+ di Tianse è un esempio perfetto. Il produttore afferma elevata rigidità, trasparenza e lucentezza. Questo filamento è due volte più resistente del PLA standard, secondo Tianse.
Passiamo ai fatti con le prove sul campo!
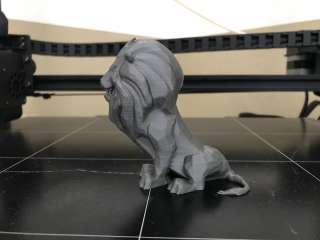
Per un confronto come si deve abbiamo stampato 2 oggetti. Potete vedere la stessa colorazione, grigio in Plus e in normale PLA.


Passiamo all’analisi accurata delle stampe, con qualche considerazione.
Il PLA sembra avere una superficie leggermente più ruvida, mentre il Plus (in questo caso Tianse) sembra essere più lucido. Questa lucidità, lo rende in qualche modo semi riflettente. Questa differenza non è ne un vantaggio ne uno svantaggio. Va solo al gusto e all’uso del maker. La elevata riflettenza mette in risalto i più piccoli particolari, che passano inosservati con superfici più ruvide. La ruvidità però nasconde le imperfezioni. Quindi è una scelta che deve essere fatta in base al risultato che si vuole ottenere.
Certo è che il Plus può essere utilizzato in fase di calibrazione della stampante 3D per la sua proprietà di evidenziare eventuali problemi meccanici presenti.
Un’altra cosa che si nota subito è la possibilità che offre il Plus di osare un poco di più con gli sbalzi. Se siete abituati a dover supportare dopo i 50° con questo nuovo filamento potreste spingervi anche a 65°, in alcuni casi anche 70°! Ne consegue un bel risparmio in materiale.
 Tutti gli utilizzatori testimoniano anche che il Plus ha una maggiore resistenza agli sforzi della versione normale, e sembra più difficile da rompere. Io però da prove “non scientifiche” non posso confermare questo dato. I materiali provati sono risultati altrettanto facili da rompere, esattamente come il normale. In teoria il Plus dovrebbe flettersi invece di rompersi. Adottando un comportamento più simile all’ABS, ma non ho potuto verificarlo.
Tutti gli utilizzatori testimoniano anche che il Plus ha una maggiore resistenza agli sforzi della versione normale, e sembra più difficile da rompere. Io però da prove “non scientifiche” non posso confermare questo dato. I materiali provati sono risultati altrettanto facili da rompere, esattamente come il normale. In teoria il Plus dovrebbe flettersi invece di rompersi. Adottando un comportamento più simile all’ABS, ma non ho potuto verificarlo.
Non posso escludere qualche mio errore in merito e mi riservo di continuare con le prove.
Trovate qui la mia recensione del Tianse Plus, usato per queste prove.
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sui software e i loro parametri per la stampa 3D nella nostra sezione GUIDE!
Ciao,
grazie e complimenti per l’approfondimento!
Da qualche mese sto usando il PLA+ della SUNLU in varie colorazioni e sono piuttosto soddisfatto, soprattutto per il grigio che mi ha dato moltissime soddisfazioni nella stampe di miniature.
Grazie mille! Effettivamente può dare soddisfazioni!
Ciao, Non mi trovo d’accordo sul fatto delle impostazioni di temperatura. Il PLA+, provato in diverse marche, viene consigliato con un intervallo di temperature di circa 10°-15° più alto del PLA classico (205-230 nel caso del TIANSE, ma anche in altre marche). Io personalmente lo stampo a 215°-220° con ottimi risultati in termini di omogeneità di superficie, in quanto a resistenza ho notato una certa superiorità rispetto al PLA classico, ma niente di paragonabile all’ABS/PETG.