Quando si tratta di creare buone stampe regolare la retrazione a puntino è un passo fondamentale, e un buon test retrazione sulla stampante 3d è un buon inizio. Questo perchè i problemi estetici più comuni derivano proprio dall’oozing, ovvero quando la stampante lascia dei “fili” simili ad una ragnatela da uno spostamento all’altro.
Abbiamo trattato l’argomento oozing, o stringing dettagliatamente in questo articolo. Ma facciamo qui un piccolo riassunto.
Test ritrazione: come mai si presenta l’oozing
Il principale motivo che porta a problemi estetici dei pezzi stampati è dovuto a 3 parametri. Il primo la temperatura e gli altri 2 sono distanza e velocità di retrazione.
Prima di tutto, un filamento sciolto più del necessario procurerà delle perdite durante lo spostamento tra una e l’altra parte stampata. Quindi il primo punto è trovare la giusta temperatura. Subito dopo si dovrà individuare le migliori impostazioni di velocità e distanza di ritrazione.
Qualche considerazione sulle impostazioni da utilizzare.
Per evitare di lasciare filamenti si potrebbe pensare di impostare i parametri massimi possibili, scongiurando così il problema. Purtroppo non è così semplice! Ogni impostazione sbagliata potrebbe portare con se un problema peggiore di quello che vogliamo risolvere: lo stringing.
- Temperatura: Un abbassamento troppo consistente della temperatura potrebbe portare una minor viscosità della plastica sciolta, quindi un maggior sforzo del motore che ad un certo punto potrebbe iniziare a perdere passi. Con la conseguente mancanza di layer o pezzi di esso.
- Velocità di retrazione: Un’eccessiva velocità di retrazione porta a un progressivo consumo del filamento. (Ruotando molto veloce può graffiare il filo invece di spostarlo) Questo accumulerà materiale sull’ingranaggio e peggiorerà progressivamente il grip, fino ad arrivare a girare a vuoto. Questo unito al fatto che una velocità troppo elevata porta anche all’annullamento e la ricomparsa dello stringing anche con impostazioni simili e velocità più lente. (Guardate dopo il commento ad i test eseguiti).
- Distanza di retrazione: Ogni macchina ha una distanza di retrazione consigliata, in base alla tipologia di hot end installato. Una distanza superiore potrebbe portare il filamento un un punto più freddo del canale, ove questo si raffredderà in fretta, tornando solido e occupando tutta la superficie a disposizione. E’ in questo modo che si formano la maggioranza degli intasamenti degli hot end. Può verificarsi non al primo ma dopo un certo tempo, per cui statisticamente meno retrazioni a rischio vengono fatte meglio è. Questo anche perchè come sappiamo (ma ripeterlo fa bane) la ritrazione non risucchia il materiale plastico sciolto, bensì semplicemente toglie pressione dall’ugello. Questo ci dice che non è necessario salire molto con la retrazione, basta infatti solo un minimo che tolga pressione.
TEST RETRAZIONE
 Con l’intento di provare un’ampia gamma di impostazioni interconnesse abbiamo creato un test che utilizzasse 30 diverse impostazioni interconnettendo 5 temperature (da 210° a 190°), 3 distanze di retrazione ( 2mm – 4mm – 6mm ) e 3 velocità di retrazione (da 35mm/s a 55 mm/s) divisi in 2 files. In uno sono presenti le velocità 35 mm/s e 45 mm/s e nell’altro 45 mm/s e 55/mms.
Con l’intento di provare un’ampia gamma di impostazioni interconnesse abbiamo creato un test che utilizzasse 30 diverse impostazioni interconnettendo 5 temperature (da 210° a 190°), 3 distanze di retrazione ( 2mm – 4mm – 6mm ) e 3 velocità di retrazione (da 35mm/s a 55 mm/s) divisi in 2 files. In uno sono presenti le velocità 35 mm/s e 45 mm/s e nell’altro 45 mm/s e 55/mms.
Sono stati differenziati in 2 distinti files perchè aggiungere una variabile avrebbe portato ad altri 15 piani (e 15 processi) portando l’oggetto ad avere misure non più adatte a qualsiasi stampante.
La particolarità di questo file infatti è quella di essere già stato elaborato ed essere pronto alla stampa con qualsiasi stampante 3D cartesiane con misure maggiori di 150mm x 150mm x 160mm.
Potete trovare il file su Thingiverse a questo indirizzo: https://www.thingiverse.com/thing:3929498
Dovete avere l’accortezza di scaricare il file *.Gcode e metterlo tal quale nella SD della vostra stampante 3D.
La stampa partirà e cambierà valori ogni 5 mm fino a compimento.
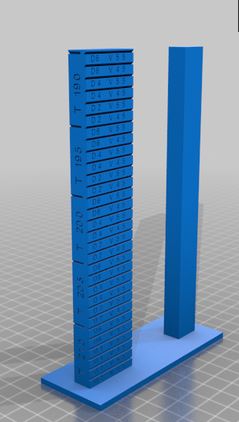
Come leggere il test retrazione
Come potete vedere dal concept qui di fianco l’intera stampa è divisa a gradini, su ognuno di essi è indicata una D (distanza) e una V (velocità) e il numero, espresso in mm nel caso della distanza e in mm/s per la velocità. Sul fianco poi ci sono 5 zone di temperatura, anch’esse intervallate da un piccolo gradino.
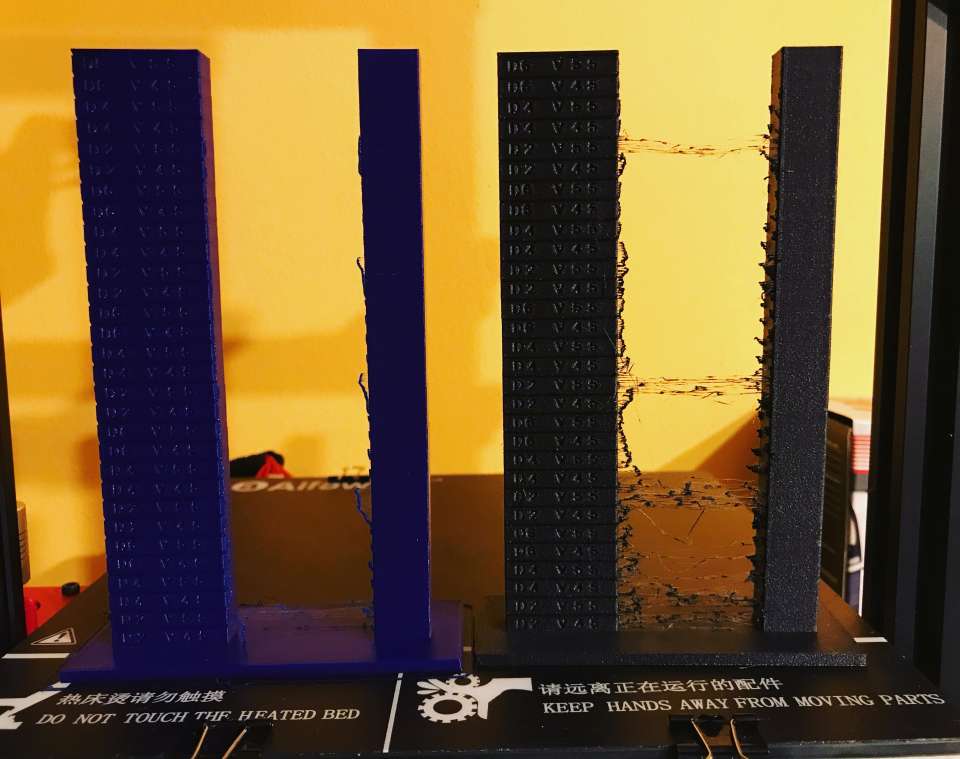
Qui di sotto vi propongo un test compiuto da una delle mie macchine 3d. Proviamo ad analizzare questo.
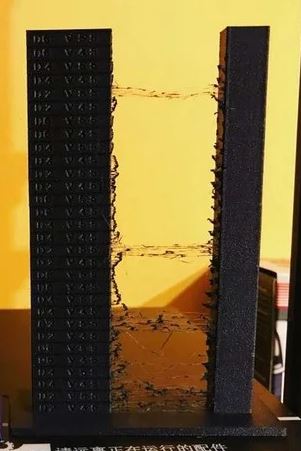
Si può già vedere come il problema si attenui con il diminuire della temperatura. I filamenti rimangono nelle zone a 2 mm ma spariscono alla pari nelle zone da 4 a 6 mm a temperature inferiori a 200°. Un’anomalia è come rimangano i filamenti di congiunzione con distanza 2mm e velocità 55mm/s, anche dove non sono presenti con velocità 45mm/s.
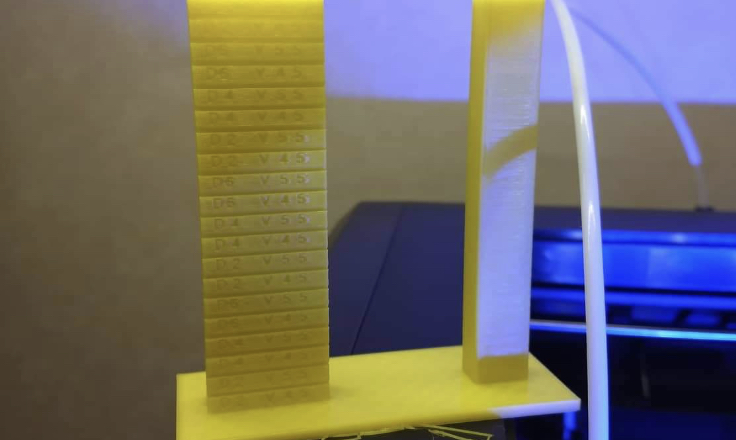
Va detto che quello sopra è un filamento usato di prova appositamente perchè che mal si presta ad essere ritratto. Ecco nella foto sotto un filamento Giantarm (già recensito sul blog) che invece reagisce benissimo ad ogni impostazione.
Conclusioni tratte dal test retrazione
Questo Test Retrazione per stampanti 3D nasce per racchiudere in un’unica stampa molte impostazioni diverse (30 diverse), e quindi per decidere quale siano le migliori da utilizzare. Idealmente il processo dovrebbe essere ripetuto ogni qualvolta si inizia una bobina nuova, anche della stessa marca, per garantirci i migliori risultati di stampa.
Il test che trovate su thingiverse a questo indirizzo: https://www.thingiverse.com/thing:3929498, è già pronto per la stampa, infatti andrete a scaricare un file Gcode da inserire direttamente nell’SD o da lanciare via USB.
E’ studiato per essere stampato con ogni stampante 3D cartesiana, e con le stampanti cartesiane fino ad ora testate non ha dato nessun problema, ciò non toglie che se abbiate problemi contattateci tramite il form di contatto, o commentando l’articolo e risolveremo insieme.
Se avete qualche miglioria da proporre al test vale lo stesso discorso, siamo sempre attenti ad ascoltare consigli utili! Grazie a chiunque vorrà aiutarci a testare questa prova della retrazione! Vi invito anche a postare nei commenti le vostre osservazioni dei test fatti da voi.
Se avete trovato utile questo articolo mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Alla sezione Problemi Comuni potete trovare le soluzioni a tutti i vostri dubbi !
Con la mia geeetech a20, il gcode funziona male….
La stampa non aderisce al piatto, forse problemi di preriscaldo, inoltre non è centrata ma tutta sul bordo.
Farò dei test separati sfruttando i file stl.
Salve a tutti,io mi sono trovato benissimo con il
Vostro articolo,avrei trovato anche i parametri giusti,però quando stampo il test retraction fa sempre le ragnatele,forse perché non so con che velocità di stampa e fatto il test?si potrebbe sapere con che velocità?grazie mille,stampante longer lk4pro e filamento ERYONE COLOR RAINBOWN
La mi email e [email protected]
Buongiorno Andrea, al velocità di stampa utilizzata e’ 45mm/s e gli spostamenti 150mm/s. Se le facesse ancora puoi anche aumentare la velocità di spostamento!
Buonasera, sarebbe possibile avere il vostro Gcode per studiarmelo per bene? Mi sono trovato molto bene, grazie.
Buongiorno,
intendi il progetto?
Ciao, questo test funziona anche con le stampanti Core XY? Io ho una Tronxy X5SA-PRO
Ciao, certo, funziona sia su cartesiane che su corexy! BAsta che abbiano un piatto almeno 20×20 cm
Ciao, ho letto il tuo articolo e l’ho trovato interesante perchè ho quel problema su una stampante anycubic mega s.
Posso utilizzare il Gcode sulla mia stampante?
perchè se non ricordo male la mia stampante ha una velocità di spostamento di 100 mm/s…