L’abrasione del filamento nello spingifilo è piuttosto comune. La quasi totalità degli estrusori, seppur utilizzino tecnologie molto diverse tra di loro, hanno un punto in comune. La presenza di un motore con una puleggia dentata che si occupa del movimento del filamento. Il materiale di stampa, stretto tra la puleggia e un cuscinetto non può fare altro che seguire i movimenti imposti dal motore, muovendosi avanti e indietro. Seguendo in sostanza i comandi dell’elettronica.
 Tutto questo processo è la normalità per una stampa 3D, ma purtroppo a volte possiamo trovarci davanti alle eccezioni, una di queste è non vedere filamento fuoriuscire dall’estrusore seppur in presenza di rotazione del motore ed al momento del controllo trovarci con la parte di filo che dovrebbe essere a contatto con la puleggia completamente abraso.
Tutto questo processo è la normalità per una stampa 3D, ma purtroppo a volte possiamo trovarci davanti alle eccezioni, una di queste è non vedere filamento fuoriuscire dall’estrusore seppur in presenza di rotazione del motore ed al momento del controllo trovarci con la parte di filo che dovrebbe essere a contatto con la puleggia completamente abraso.
Se per qualche motivo il filamento non è in grado di muoversi o si muove con difficoltà e lentamente, i denti della puleggia possono asportare piuttosto facilmente una parte di plastica e non avere più materiale a cui aggrapparsi.
Aprire l’estrusore e trovarsi con un vero e proprio buco sul filamento è piuttosto comune, fortunatamente le cause che possono portare a questo fenomeno non sono molte.
 Otturazione dell’ugello
Otturazione dell’ugello
Il più probabile problema a cui siamo di fronte è un’otturazione dell’ugello, in questo articolo spieghiamo dettagliatamente le cause che possono formare un tappo, come disotturarlo e alcuno metodi non scientifici per scongiurarne il ritorno.
Stampa troppo veloce
Una probabile causa potrebbe anche essere la stampa troppo veloce in relazione al tipo di materiale in uso e alla temperatura impostata. Infatti alcuni materiali (es. i materiali flessibili ) vanno stampati più lentamente dei filamenti che siamo abituati ad usare, e il fatto di non riuscire ad essere estrusi velocemente può anche portare ad un’abrasione sistematica del filo, fino a ridurne così tanto la sezione da non essere più in grado di spingelo.
Questo fenomeno si può verificare anche nel caso di impostazione della temperatura troppo bassa rispetto al dovuto. La temperatura non sufficiente può fare in modo di non raggiungere la viscosità necessaria. Ciò rendere più difficoltosa l’estrusione e, come già citato, può portare un’abrasione sistematica. Arrivando ad un punto di riduzione della sezione tale da non essere in grado di spingere il filamento ulteriormente.
La prova da fare in questo caso è di diminuire la velocità di estrusione e/o aumentare la temperatura.
La diminuzione di velocità (se non estrema) non porta conseguenze se non il maggiore tempo necessario per arrivare a compimento della stampa. L’alzare troppo la temperatura può avere dei risvolti negativi, di cui però ci si accorge ad occhio, dandoci la possibilità di tornare indietro.
Valori di retrazione
In alcuni casi estremamente rari può succedere che valori di retrazione della stampa eccessivi o eccessivamente veloci possono portare il filamento ad uno stato di stress per cui si sfaldi più facilmente. Anche in questo caso si può provare con la diminuzione della quantità di filo retratto e della velocità con cui si ritrae, e osservare se il problema non si ripresenta. Anche se può sembrare strano le impostazioni della retrazione sono estremamente sensibili e se non settate a dovere possono dare dei problemi sotto molteplici aspetti.
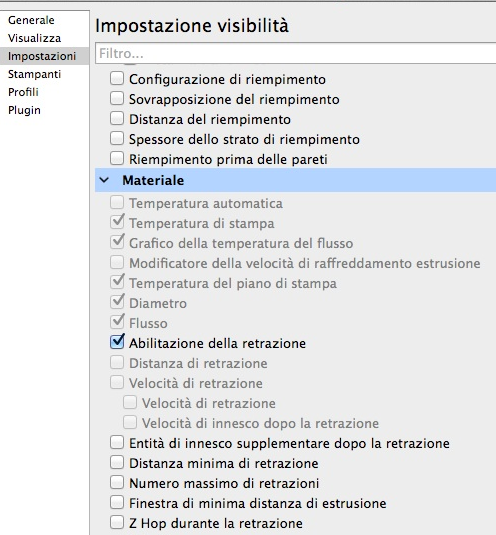
Queste impostazioni non sempre sono facilemente accessibili nei programmi slicer. Ad esempio in Cura dovremo entrare nelle impostazioni e flaggare Distanza di ritrazione e Velocità di ritrazioni. In modo che siano visibili nel programma e facilmente modificabili quando dovremo modificarne i parametri. Sia per il problema dell’abrasione o semplicemente per stampare un oggetto che necessita di specifici parametri.
Se avete trovato utile questo articolo mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Alla sezione Problemi Comuni potete trovare le soluzioni a tutti i vostri dubbi !