Questa guida GRBL è un’introduzione a questo programma gratuito ed open-source che si occupa di comandate la testina laser per praticare incisioni. Forse hai conosciuto questo software perchè era a corredo all’incisore che hai appena acquistato. Oppure che hai scaricato da internet cercando qualcosa di semplice da usare per i tuoi lavori fatti con il laser.
Prima di iniziare ci sono alcune informazioni basilari da sapere su come configurare il laser per ottenere il risultato migliore possibile.
Il cervello del laser
Il cervello di una qualsiasi macchina 3D, laser o fresa è nascosto nella sua scheda di controllo. C’è un piccolo chip che si occupa di far “girare” il software in grado di trasformare i comandi che riceve da LaserGRBL (che in gergo si chiamano comandi g-code) nei giusti impulsi per muovere i motori e per controllare il laser.
Questo software si chiama GRBL, e necessita di essere configurato attraverso dei comandi speciali oppure attraverso una comoda finestra di configurazione disponibile su LaserGRBL.
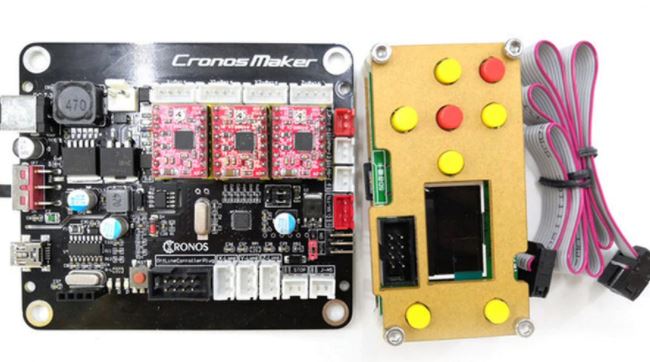
Ecco la scheda consigliata per trasformare la vostra CNC o Incisore Laser in una macchina compatibile GRBL, se già non lo fosse: Scheda elettronica
Manuale – Pratica guida GBRL
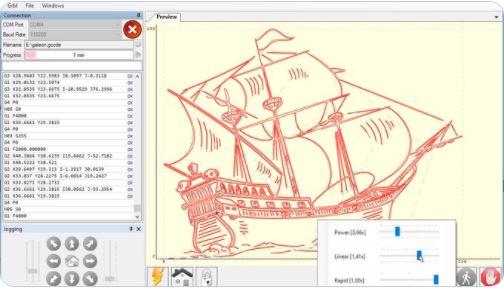
Colleghiamo la nostra macchina incisore laser al computer con il cavo USB. Lanciamo LaserGRBL e scegliamo la porta seriale (di solito va usata quella con il numero più alto di porta) e premiamo il pulsante ”connect”. Se tutto va bene dovrebbe apparire il messaggio “Grbl” con il numero di versione, e vi consiglio di scegliere quella più aggiornata.
Nell’eventualità che questo non succeda provate con una altra porta. Se ancora non funziona potrebbe essere che vi manchino i driver, e potete installarli dal menu “Tools”.
Infine nel caso peggiore potrebbe essere che la vostra scheda non sia una scheda GRBL (per esempio potrebbe avere un altro firmware chiamato BenBox o altri ancora) e LaserGRBL non è in grado di comunicare perché non è pensato per funzionare con grbl. Magari con un supporto sperimentale per Marlin e Smoothie (che sono altri due firmware).
In questo caso potete cercare di capire se è possibile mettere grbl sulla vostra scheda di controllo, ma non è trattato in questa guida a GRBL.
La configurazione di GRBL è accessibile cliccando sul menu “Grbl – Grbl Configuration”.
Attenzione, per poter vedere e modificare la configurazione è necessario che la macchina sia connessa e in stato “Idle” ovvero inattivo. Se così non fosse collegatela e premete il pulsante di Unlock nel caso che fosse in stato di “Alarm”.
 Parametri di configurazione del software – Guida GRBL
Parametri di configurazione del software – Guida GRBL
In questo articolo viene spiegato come settare i parametri della versione Grbl v1.1. Con versioni di GRBL precedenti potrebbe essere che vi manchi qualche parametro.
Direzione degli assi
Il primo parametro interessante è $3 che controlla la direzione degli assi. LaserGRBL usa la convenzione del piano cartesiano, quindi X crescente verso destra e Y crescente allontanandosi dall’osservatore, la Z infine cresce verso l’alto.
Se la tua macchina non risponde secondo questa convenzione puoi modificare questo parametro secondo una maschera di bit che ti permette di invertire la direzione degli assi. Quindi, se impostiamo il valore 0 nessun asse verrà invertito. Se impostiamo 1 avremo l’inversione dell’asse X, con 2 avremo l’inversione dell’asse Y con 3 avremo l’inversione di entrambi X e Y e così via.
Configurare correttamente la direzione degli assi è uno dei primi passi per riuscire ad usare correttamente la vostra macchina incisore laser.
Saltiamo anche i parametri $3, $4, e $5. Potete approfondire il loro significato sulla pagina ufficiale di GRBL. https://github.com/gnea/grbl/wiki/Grbl-v1.1-Configuration
Guida GRBL – Posizione di diagnostica
Il parametro $10 condiziona quali informazioni GRBL invia a LaserGRBL per fargli sapere la sua posizione attuale e alcune altre informazioni di diagnostica. Io suggerisco di impostare il valore 3 che fornisce le informazioni complete.
$13 fa si che GRBL comunichi la posizione in pollici, va lasciato a zero perché LaserGRBL è progettato per funzionare in mm e potrebbe comportarsi in maniera imprevista se riceve la posizione in pollici.
Controllo di sicurezza
Il parametro $20 attiva dei test software che impediscono alla macchina di fare dei movimenti che vadano oltre alla lunghezza degli assi. Ovviamente dovrete impostare in maniera corretta le dimensioni del piano di lavoro, parametri $130, $131, e $132 e dovrete assicurarvi che la testa del laser sia in posizione di zero (angolo basso a sinistra) quando accendete. Io consiglio di attivarla, quindi impostiamo 1. (vedremo meglio questi comandi infondo alla guida).
Guida GRBL – Limite e home
Hard limit e Homing (parametri dal $21 al $27) hanno a che vedere con i finecorsa, che sono una opzione molto utile e che ci serve a determinare la posizione X=0, Y=0, Z=0. Permettono alla macchina di fare l’operazione di “homing” ovvero di andare a cercare la posizione dei fine-corsa per ottenere una posizione di zero affidabile e ripetibile. Se la vostra macchina non ha i finecorsa dovete impostare a zero i parametri $21 e $22. LaserGRBL farà sparire il pulsante con la casetta che permette di comandare l’homing.
 Impostazione valore di potenza massima
Impostazione valore di potenza massima
Il parametro $30 è spesso causa di confusione. Questo numero corrisponde al numero a cui GRBL assegnerà il codice da usare per accendere il laser alla massima potenza. Se per esempio assegniamo 1000 LaserGRBL dovrà inviare il codice S1000 per accendere il laser alla massima potenza, mentre inviando il comando S500 accenderemo il laser a metà potenza.
LaserGRBL genererà automaticamente i codici S in maniera coerente con questa impostazione, secondo le impostazioni che darete caricando un immagine, quindi non dovete preoccuparvi troppo di quale numero mettete.
Io suggerisco di mettere 255 che è il numero massimo di sfumature che l’hardware può fisicamente fare (se avete schede 8Bit). Con schede 32bit potete invece sfruttare tutta la gamma. Un altro
valore che può avere un significato è 1000 (può essere inteso come 100,0%) oppure il valore in milliwatt del vostro laser, per esempio 4500.
Quando andrete a caricare una immagine e dovrete impostare il valore S-MAX coerentemente con il valore di $30, ovvero se $30=255 andrete a impostare S-MAX
a255 se vorrete usare la massima potenza del laser per il NERO oppure un valore un po’ più basso se vi accorgete che il vostro laser è troppo potente e l’immagine viene troppo scura.
Il valore di $31 io consiglio di tenerlo impostato a 0, e non ha praticamente senso per il laser.
Nuovi parametri per GRBL – La impostazione del laser mode
Veniamo ora alla grande novità del parametro $32 che attiva il laser mode. Perché novità? Perché nella versione precedente di GRBL non esisteva il Laser Mode. Dovete infatti sapere che GRBL nasce per le macchine CNC quali le frese ed i torni, che hanno delle esigenze di controllo diverse dai laser. Per esempio quando si inizia un tratto da fresare ad una certa velocità bisogna aspettare qualche millisecondo affinché la fresa raggiunga il numero di giri richiesto. Mentre il laser può essere acceso e spento o può essere variata la sua intensità in maniera istantanea.
https://github.com/gnea/grbl/wiki/Grbl-v1.1-Laser-Mode
Gli sviluppatori di GBRL con la versione v1.1 hanno fatto un grosso lavoro per adattare il funzionamento di GRBL alle macchine laser, è quindi molto importante attivare il Laser Mode se si ha questa versione di GRBL. Mettiamo quindi $32=1.
Suggerisco anche a chi avesse la versione precedente di Grbl, ovvero la 0.9 di aggiornare alla versione 1.1! La procedura non è priva di rischi di incompatibilità, e non voglio addentrarmi a parlarne in questo articolo, ma in internet potete trovare molte discussioni e guide a riguardo.
Parametri per dimensioni perfette con GBRL
I parametri $100, $101, e $102 sono forse i più importanti da configurare correttamente, e sono quelli che vi permettono di avere i vostri lavori nelle dimensioni perfette, esatte al decimo di millimetro. Questi parametri dicono quanti passi di rotazione GRBL deve comandare al motore per ottenere lo spostamento del laser di 1mm. I motori infatti non sono tutti uguali, questo motore per esempio fa passi di N gradi, quest’altro motore fa passi di N gradi, inoltre nel tradurre questo angolo in millimetri entrano in gioco pulegge e cinghie con diversi rapporti, ed infine entra in gioco il valore di “microstepping” impostato sul driver che permette di avere una migliore risoluzione comandando al motore di fare passi intermedi.
Se notate che i vostri lavori non vengono della misura giusta dovete quindi ritoccare questi dati.
Il conto è molto semplice: se i vostri lavori vengono grandi il doppio dovrete dimezzare questo valore, se vengono grandi la metà dovrete raddoppiare questo numero ecc ecc.
Si tratta di una semplice proporzione: $100 = $100 x Larghezza Richiesta / Larghezza Misurata
Ognuno di questi valori controlla il numero dei passi per millimetro, rispettivamente per l’asse X, Y e Z. Se non avete l’asse Z (come non lo avrete) potete ignorare l’ultimo valore.
Guida GRBL – Parametri di Velocità di incisione
Parametri $110, $111, $112. Anche questi parametri sono molto importanti e determinano la velocità massima a cui il laser si può muovere. Senza che il motore si blocchi, strappi, singhiozzi mantenendo un posizionamento preciso e affidabile.
Se il vostro incisore è troppo lento provate ad aumentare questi valori, viceversa se il posizionamento è impreciso, o se i motori mostrano problemi alle alte velocità. Provate ad abbassare questi valori. LaserGRBL userà la massima velocità impostata qui per tutti gli spostamenti rapidi quando il laser è spento, ovvero tra un percorso ed un altro, quindi è importante impostare un valore non troppo alto se si desidera un posizionamento preciso, e di conseguenza una incisione precisa. Ovviamente un valore troppo basso sarà un limite perché ci rallenterà troppo l’esecuzione del lavoro.
Da prove sul campo e sulla mia macchina i motori lavorano bene fino a 16’000 mm/min ma per sicurezza preferisco impostare 10’000 come valore massimo, per un minimo di sicurezza di precisione.
Guida GRBL – Impostare l’accelerazione dei motori
Sempre collegato a questo tema ci sono i parametri $120, $121, $122 che influiscono sulle accelerazioni e sulle decelerazioni che GRBL usa tutte le volte che deve cambiare velocità di movimento del laser, ovvero quando il laser da fermo inizia a muoversi oppure nei cambi di direzione.
Se questo valore è troppo alto l’inerzia dovuta al peso della testa laser e l’attrito degli assi potrebbero portare il motore a perdere dei passi, o le cinghie a slittare, e non riuscire quindi a eseguire un posizionamento preciso.
Viceversa se il valore è troppo basso potrebbe succedere che il laser non riesce mai a raggiungere la velocità massima impostata come obiettivo, perché sempre impegnato in rampe di accelerazione e decelerazione.
Io ho trovato che un valore di 4000 mm/sec^2 è un buon compromesso.
Dimensionare il piano di lavoro – Dimensioni massime
Infine vengono i parametri $130, $131, $132 che configurano la lunghezza degli assi. Ne avete già sentito parlare nella descrizione del soft limit e come è intuibile vanno configurati immettendo le dimensioni della vostra superficie “di stampa”, ovvero la corsa che il laser può fare nelle rispettive direzioni.
Spero che questa guida GRBL vi sia stata utile! Vi ricordo che LaserGRBL è gratuito e se volete potete fare una donazione per sostenerne lo sviluppo. E’ il modo migliore per supportare il team di sviluppo che si impegna molto per regalarci sempre nuove versioni di questo versatilissimo e indispensabile software gratuito!

L’incisore laser utilizzato per le varie prove di questa guida GRBL è il: Ortur Laser Master 2, nella versione da 20W nominali.
Potete leggere la recensione completa QUI: https://www.italia3dprint.it/ortur-laser-master-2-recensione/
Attualmente lo trovate in flash sale su: GEARBEST – Guardalo qui
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sulla stampa 3D nella nostra sezione GUIDE!