Sicuramente si può prevenire il pillowing usando una combinazione di impostazioni, tra cui Shell, raffreddamento e infill.
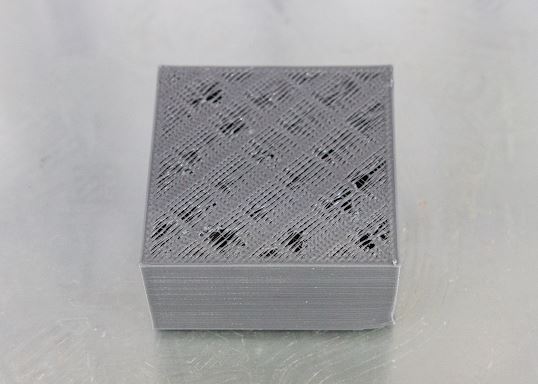
A volte, la superficie superiore della stampa non è completamente chiusa e mostra evidenti segni, veri e propri buchi. Questo fenomeno è chiamato Pillowing nel gergo della stampa 3D. Spesso deriva da impostazioni errate di Shell, Raffreddamento e Infill. Ecco come puoi risolverlo modificando le impostazioni dello slicer che usi, esempio Cura, Silmplify 3D, Ideamaker, Slic3r, ecc ecc.
Le opzioni da impostare per prevenire il pillowing sono 3:
- SHELL: La regolazione degli strati superiori
La prima cosa da fare è aumentare il numero degli strati di chiusura del modello. Capita che ampie superfici superiori, soprattutto se piane e senza supporto presentino dei punti che non sembrano chiusi. Spesso ci dimentichiamo che per chiudere una stampa a dovere sono necessari da 6 a 10 strati. L’ugello che deposita materiale da un punto all’altro si trova a comporre dei fili concavi, che uno strato sull’altro si raddrizzano, per formare una soletta sempre più dritta. Ad ogni passaggio riducono l’inclinazione di questi layer, trovando sostegno nel sottostante. Dopo un numero congruo di strati non vedreamo altro che un bello strato dritto! Come già detto gli strati vanno da 6 a 10, il numero varia rispetto al tragitto che l’ugello deve fare nel vuoto (vedremo dopo parlando dell’infill), il tipo di materiale (vedremo dopo parlando del raffreddamento) e dalla complessità della stampa (leggi quanto è grande la superficie di chiusura da creare). - INFILL: La quantità di riempimento
Come avrete già capito dal capitoletto precedente se l’estrusore deve transitare da un muro ad un altro, con un balzo da 4 cm avrà bisogno di moltissimi strati uno sull’altro. Come fare quindi? Basterà impostare un’infill proporzionato. Il riempimento crea all’interno del modello una rete che conferisce robustezza alla stampa, ma che riesce a dare sostegno ai layer do chiusura, riducendo il tragitto del nozzle nel vuoto! - RAFFREDDAMENTO: Da usare quando possibile
Anche il raffreddamento è un’arma a nostra disposizione, da usare sempre quando le circostanze ce lo permettono. Quindi stampando materiali, tipo PLA, che giovano ad essere raffreddati. Il raffreddamento infatti fa si che il materiale si solidifichi senza avere il tempo di “colare”. Quindi aiutando di molto la creazione dei layer di chiusura superiore.
Se avete esperienze o domande su questa problematica esponetele nei commenti!
Se avete trovato utile questo articolo mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Alla sezione Problemi Comuni potete trovare le soluzioni a tutti i vostri dubbi !