Prevenire il warping: Perchè si manifesta?
Come ogni materiale anche la plastica subisce delle espansioni e ritrazioni dovute dalla temperatura a cui è esposta, espandendosi con il riscaldamento e ritraendosi quando la temperatura cala. Un’altra fondamentale caratteristica per cui abbiamo questa deformazione è la struttura a layer. Le stampe si comportano come la somma delle ritrazioni dei singoli layer. Il solo fatto che i layer si raffreddino con tempistiche diverse fa in modo che un piccolissimo fattore di dilatazione deformi le stampe anche più di qualche millimetro.
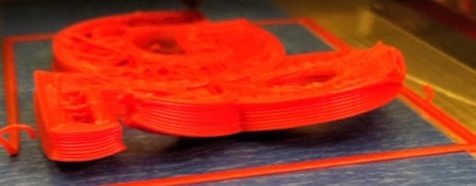
Quindi praticamente l’effetto che osserviamo altro non è che la somma della deformazione dei vari strati che raffreddandosi in tempi diversi trascinano nella loro contrazione anche gli strati sottostanti.
Appurato questo concetto che non sempre risulta intuitivo possiamo procedere con la soluzione
Prevenire il warping
La maggiore prevenzione che possiamo attuare parte già dalla preparazione del modello. Tutti gli slicer hanno la possibilità di creare apposite strutture per fronteggiare il warping. L’impostazione si trova sotto la sezione Adesione alla piastra di costruzione. Ci sono tre opzioni per questa impostazione: Skirt, Brim e Raft.
Skirt è l’opzione predefinita in Cura. È una linea attorno alla stampa sul primo strato che aiuta solo ad innescare il filamento nell’estrusore e farlo uscire prima di iniziare la stampa. Quindi non è utile al nostro scopo
Le impostazioni che ci interessano sono Brim e Raft.
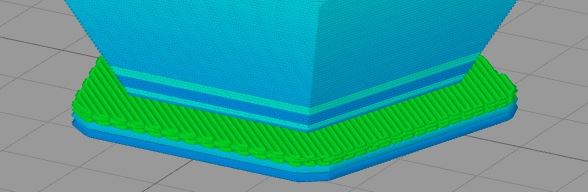
- Brim aumenta la base d’appoggio del modello. E’ un bordo aggiuntivo di un solo strato, che aumenta l’area di contatto del modello al piatto e lo rafforza soprattutto nelle parti più esposte e contribuisce a prevenire il warping nelle parti più esposte a questo problema, gli angoli. Il lato positivo è la facile rimozione una volta terminata la stampa, e non lascia alcun segno della sua presenza.
- Raft è una struttura aggiuntiva che viene stampata sotto al modello. Fa parte degli estremi rimedi e va usato solo quando è strettamente necessario. E’ in sostanza una costruzione a griglia spessa tra il modello e il piatto, che contribuisce a distribuire il calore uniformemente. L’altro lato della medaglia consiste nel fatto che il modello sarà attaccato a questa struttura e quindi la rimozione lascerà inequivocabilmente dei segni sul modello.
Ci sono altre impostazioni che possono aiutare ulteriormente, ecco alcune altre impostazioni che possono essere usate:
Utilizzare prodotti aggrappanti e piatti di stampa specifici
Nella maggioranza dei casi per eliminare il fenomeno del warping basta utilizzare un prodotto chimico aggrappante. Non pensate a intrugli strani. Il miglior prodotto è la lacca per capelli extra forte. Ovviamente poi sono nati prodotti specifici per lo scopo. Ecco qui una selezione:
Non bastasse ancora si può passare piani di stampa appositamente studiati per favorire l’adesione, anche in questo caso ve ne propongo qualcuno:
Altri modi per prevenire la deformazione
- Un primo strato più spesso spesso rende l’adesione più facile. È possibile rendere più spesso il primo strato modificando l’impostazione Altezza iniziale del livello. Questa è un’impostazione settabile in qualunque slicer. Assicurati di impostare un valore superiore a quello che hai scelto come altezza del livello.
- Se sai che un dato modello ti da warping non utilizzare la ventilazione, oppure anche se decidessi di utilizzarla dovresti impostare la procedura per attivarla molto graduatamente. Tramite l’impostazione chiamata Velocità ventola regolare all’altezza, che accende la ventola gradualmente, da 0 per il primo livello alla massima potenza all’altezza specifica.
- Primo strato più lento contribuisce anch’esso ad una migliore adesione. Dato il maggiore tempo che ha per aggrapparsi al letto di stampa.
Se avete trovato utile questo articolo mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Alla sezione Problemi Comuni potete trovare le soluzioni a tutti i vostri dubbi !
Ciao, ottimo articolo! Il warping ahimè è uno dei problemi più comuni soprattutto di quelle stampanti entry-level senza piatto riscalado.
Io piuttosto che spruzzare la lacca sul piatto ho sempre preferito, nelle mie passate stampanti, coprire l’area di stampa con del comune nastro carta (quello giallo per capirci) e successivamente usare una comune colla stick per carta.
Questo mi permetteva di ottenere un altissimo grip evitando di sporcare troppo il piano con prodotti chimici spray.
Grazie mille per il tuo contributo Giuseppe!