Cos’è lo slicer? Come funziona?
Se vi state interessando al mondo della stampa 3d vi sarà capitato moltissime volte di leggere o sentir parlare del software slicer, ma cos’è e come funziona lo slicer?
Lo slicing è una di quelle fasi della stampa 3d che non si comprendono appieno fino a che non le si provano materialmente o vengono spiegate accuratamente, e questo proverò a fare.
Slice tradotto dall’inglese significa “affettare”, ma non vi preoccupate non correrete il rischio di tagliarvi! Infatti nella fase di slicing, il modello a tre dimensioni, in formato *.stl viene diviso in mini fettine orizzontali (anche più sottili del prosciutto).
Stampando con il metodo FDM (Fused deposition – Deposizione di materiale fuso) la stampante fonde la plastica, normalmente in bobina, e la deposita strato su strato sul piatto di stampa.
Quindi avremo un primo strato che sarà l’equivalente delle nostre fondamenta (in gergo il primo layer) e via via gli seguiranno tutti gli altri strati uno sull’altro.
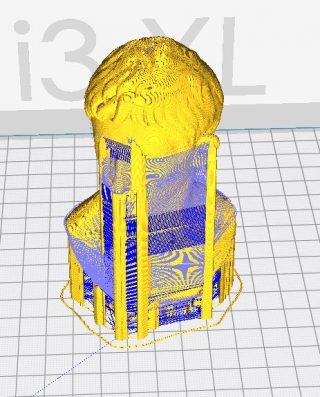
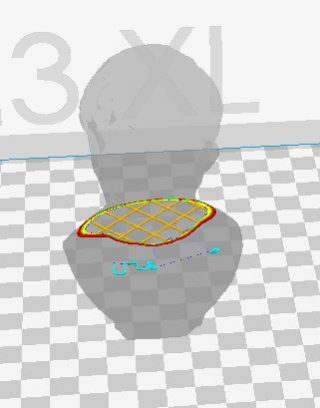
Questa serie di fette, che una sull’altra compongono l’intero modello, determinano anche i movimenti e la quantità di plastica che la stampante deve lasciare sul piatto. Il susseguirsi strato su strato della deposizione di materiale e la conseguente creazione di un oggetto è la vera e propria stampa 3D.
Per rendere più chiaro questo concetto allego qualche foto che vi permetterà di capirne il principio.
L’interprete che traduce le nostre volontà alla macchina
Una volta che lo slicer elabora i vari movimenti che si devono compiere, esattamente come un bravo interprete trasforma le nostre indicazioni in formato *.Gcode: il linguaggio che parlano le stampanti. I comandi tradotti sono i movimenti dei motori sugli assi x e y, l’avanzamento e la ritrazione del filamento. E il movimento sull’asse z, che avviene solo nel passaggio tra un layer e il successivo. Sostanzialmente quando uno strato è ultimato e si deve passare al prossimo.
Quello che prima ho omesso è che nella fase di “affettamento”, quindi nel creare la serie di strati, possiamo intervenire e modificare sostanzialmente una serie di parametri. Possiamo variarli in funzione delle caratteristiche tecniche che vogliamo che il nostro oggetto abbia o non abbia.
La differenza che può fare il nostro intervento
L’intervento umano e l’elaborazione di una strategia nell’impostare i valori corretti all’interno dello slicer è determinare per arrivare ad ottenere un’ottima stampa anzi che una mediocre.
L’esperienza ci aiuterà ad analizzare i vari oggetti che vorremo creare. Per un neofita molte strategie possono non essere chiare o non intuitive.
Una è l’orientamento del pezzo, quindi spostare, girare, capovolgere il modello fino ad ottenere la minima necessità di avvalersi dei supporti possibile. Creare un supporto per una parte sospesa oltre ad essere un consumo ulteriore di materiale può anche essere fonte di problemi sia nella fase di costruzione sia nella fase di distaccamento. Imparerete che ogni supporto porta con se una cicatrice, più o meno evidente in base alla qualità della nostra stampante e alla nostra bravura.
Tra gli interventi umani anche la definizione della velocità può fare la differenza. Stampanti in acrilico, magari ballerine non possono fisicamente raggiungere altissime velocità di stampa. Preso atto di questo basterà avere l’accortezza di rallentare leggermente. I parametri su cui possiamo intervenire sono davvero molti e ho voluto riassumere qui sotto i più comuni, che ogni slicer ci permette di variare.
Se partite da zero e volete acquisire la padronanza di uno slicer vi consiglio la guida molto dettagliata (divisa in 4 articoli) di Cura 3.0 che trovate qui sul Blog. Cura è uno degli slicer più performanti in circolazione ed abbiamo la fortuna che sia totalmente gratuito. Tramite la Guida sarete guidati passo passo in tutte le fasi del programma, dal download, alla configurazione, la preparazione del modello fino ad apprendere qualche trucco.
Ora come promesso una breve introduzione alle più comuni opzioni di stampa.
Tutti i software di slicing ci danno la possibilità di variare moltissimi parametri:
-
Shell
indica il numero di layer concentrici che il nostro oggetto avrà, un vero e proprio guscio. Oggetti che dovranno restitere ad urti dovranno avere il guscio più largo. Anticipo a tutti che avere una misura di shell che non è multipla della larghezza del foro dell’ugello da cui sce la plastica può portare qualche problema.
-
Infill
è la percentuale di riempimento. Più la percentuale si alza e più l’oggetto avrà una densità maggiore di materiale. In alcuni software è possibile anche scegliere il pattern di riempimento e la forma da dare ai poligoni interni.
-
Altezza layer
lo spessore di ogni livello. Per aumentare la definizione dell’oggetto vanno impostati valori bassi. Di norma stampanti commerciali arrivano a 0,1 mm, alcuni KIT anche a 0,05mm. In qualche caso si toccano i 0,02mm ma i costi iniziano a lievitare.
-
Temperatura estrusore
è la temperatura della testina di estrusione e quindi di fusione della plastica che va impostata a seconda del materiale usato. Nelle nostre recensioni potete trovare le temperature ideali per moltissimi materiali recensiti.
-
Temperatura del piano
alcuni materiali, come l’ABS, il Nylon ed altri speciali, per aderire al piano di stampa necessitano di un piano riscaldato che possa arrivare a 100°/120°.
-
Supporti
tutti i software slicer hanno la possibilità di creare delle strutture di sostegno per le parti che superano un certo angolo di sospensione. La plastica fusa deve avere una base d’appoggio, per questo se lo strato sottostante non supporta il successivo possiamo intervenire noi (o meglio lo slicer che li crea automaticamente) e creare una struttura di supporto. In alcuni è anche possibile indicare l’angolo sopra il quale creare il supporto. Con sbalzi fino a 50° la stampa si auto sostiene, andare oltre è rischioso e la buona riuscita può dipendere dal materiale utiizzato.
-
Velocità di stampa
questa opzione definisce la velocità di spostamento dei vari motori, esistono molte velocità da regolare, di stampa,di stampa dell’interno, del guscio, di spostamento e altre. Le stesse velocità poi possono variare anche in base al materiale utilizzato (generalmente più morbido deve essere stampato più lentamente) e alle velocità che sopporta la macchina che stiamo usando.
-
Opzioni di adesione
Raft– la funzione genera un primo layer supplementare che fa da supporto orizzontale su cui costruire l’oggetto. Si usa per facilitare l’adesione della plastica e per ridurre le deformazioni.
Brim- fa partire il primo strato più largo del normale (di una misura decisa dall’utente), per aumentare i punti di contatto al piano e quindi di conseguenza aumentare l’adesione.
Skirt– crea un filo attorno al perimetro dell’oggetto, serve in genere per capire dove sarà realizzato e per spurgare l’estrusore da eventuali impurità