Primo Layer
Mi è già capitato di parlare di primo layer, nei post dove vengono illustrati i problemi più comuni in cui si può incappare stampando in 3D.
Ne abbiamo parlato nella guida all’adesione e anche nelle problemi più comuni che portano la stampante a non estrudere all’inizio della stampa e sicuramente in altri post che adesso mi sfuggono.
Lo abbiamo sempre tirato in ballo in abbinamento a qualche problematica, oggi invece andremo a considerare solo questo layer, e come analizzarlo.
Il primo layer rappresenta le fondamenta della stampa, e come si dice sempre… chi ben comincia è a metà dell’opera. Qui di seguito verranno elencati una serie di accorgimenti per migliorare questo layer, e tendere alla perfezione:
Piatto perfettamente calibrato
 La prima e fondamentale regola per arrivare ad avere un ottimo primo layer è lavorare con un piatto perfettamente in bolla. Se avete dei dubbi sulla procedura potete fare affidamento sulla nostra guida alla calibrazione. Avere un letto di stampa privo di deformazioni e calibrato ci permetterà di avere un primo layer senza difformità. Ottenere un primo layer uniforme come altezza e composizione rappresenta un’ottima base di partenza per qualsiasi stampa.
La prima e fondamentale regola per arrivare ad avere un ottimo primo layer è lavorare con un piatto perfettamente in bolla. Se avete dei dubbi sulla procedura potete fare affidamento sulla nostra guida alla calibrazione. Avere un letto di stampa privo di deformazioni e calibrato ci permetterà di avere un primo layer senza difformità. Ottenere un primo layer uniforme come altezza e composizione rappresenta un’ottima base di partenza per qualsiasi stampa.
Estrusore alla giusta distanza
 Il secondo ma forse più importante punto è la distanza di stampa tra piatto ed estrusore.
Il secondo ma forse più importante punto è la distanza di stampa tra piatto ed estrusore.
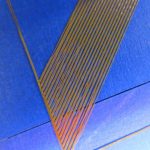
Questo è un parametro importantissimo. Una distanza eccessiva sarà riconoscibile dalle linee tracciate dall’ugello. Queste linee non combaceranno le une con le altre come dovrebbero, ma presenteranno degli spazi tra di loro. Oltre al fattore estetico potremmo anche riscontrare una bassissima adesione al piatto, che potrebbe compromettere la riuscita della stampa.
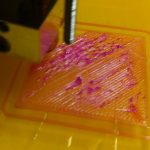 Al contrario quando la distanza sarà troppo poca, il primo layer risulterà come un ammasso di materiale spalmato sul piatto. Anche se l’avvicinare l’ugello al piatto può in qualche caso ridurre alcuni problemi di adesione, sicuramente può crearne altri. In primis possiamo avere perdite di materiale quando questo trova uno sfogo (Vedi foto). Un altro problema piuttosto comune è la perdita di passi del motore dell’estrusore. Il motore in qualche caso non riesce a spingere tutto il filamento che dovrebbe con il poco spazio a disposizione tra piatto ed estrusore. Questo alla lunga potrebbe danneggiare tutto il sistema.
Al contrario quando la distanza sarà troppo poca, il primo layer risulterà come un ammasso di materiale spalmato sul piatto. Anche se l’avvicinare l’ugello al piatto può in qualche caso ridurre alcuni problemi di adesione, sicuramente può crearne altri. In primis possiamo avere perdite di materiale quando questo trova uno sfogo (Vedi foto). Un altro problema piuttosto comune è la perdita di passi del motore dell’estrusore. Il motore in qualche caso non riesce a spingere tutto il filamento che dovrebbe con il poco spazio a disposizione tra piatto ed estrusore. Questo alla lunga potrebbe danneggiare tutto il sistema.
Qui vedete illustrate diversi tipi di linee, dall’estrema sinistra:una linea troppo schiacciata, il centro: la linea perfetta e a destra la linea che si forma quando l’ugello è troppo sollevato.
Si dovrà avere allenamento per riconoscerle, ma sarà uno skill che non ci abbandonerà più.
Rallentare
Rallentare i movimenti per il primo strato riduce le forze applicate al materiale fuso, riducendo la possibilità di scarsa adesione. Si consiglia di ridurre la velocità del primo layer al 50%/60% del resto della stampa e scendere sotto questa soglia solo in caso di particolari problemi .
Nessun raffreddamento.
Anche se il raffreddamento, per la stampa del PLA, è uno degli elementi essenziali per ottenere stampe di qualità, è fortemente sconsigliato ventilare l primo strato. Più a lungo il primo layer rimane caldo e più questo si lega al piatto raffreddandosi poco alla volta. Infatti tutti gli slicer hanno come impostazione di default l’accensione del raffreddamento almeno dal secondo strato di materiale. Comunque non fa male ripeterselo, niente raffreddamento, almeno per il primo strato.
Quelli fino a qui descritti sono i principi cardine, e applicandoli sicuramente si otterranno ottimi risultati, se così non fosse vogliamo dare qualche dritta in più, per non lasciare nulla al caso.
Estrusione correttamente calibrata.
E’ molto importante avere la quantità di estrusione ben settata poiché si potrebbe scambiare una sottoestrusione/sovraestrusione per un non corretto posizionamento del piatto. Ovviamente in questi casi le manovre correttive a livello del letto non porterebbero alcun giovamento. Se anche dopo la messa in bolla e la calibrazione della distanza vi trovate con un primo layer che non vi soddisfa, prima di controllare e rieffettuare tutta la calibrazione, potete perdere qualche minuto e testare se la quantità di materiale estruso è corretto, tramite il programma di dialogo che abitualmente adoperate.
Aumentare l’altezza del primo strato.
Un’altezza dello strato maggiore fornirà più flusso, quindi più calore, aderendo meglio al letto di stampa. Un maggiore spessore del primo layer inoltre ha la proprietà di incrementare la tolleranza all’errore di livellamento del piatto. Si raccomanda aumentare l’altezza del primo strato in abbinamento al diametro dell’ugello, ad es. con un nozzle da 0,4 mm si consiglia di non superare i 0,3 mm.
Incremento di temperatura
Per aumentare l’adesione, la stesura e l’aspetto del primo layer si può anche impostare, una temperatura di poco superiore a quella normalmente in uso. Un aumento di 5/10 gradi di ugello e piatto renderà la plastica più viscosa e contribuirà a migliorare la stampa.
La temperatura si può impostare tramite slicer o a mano, nel secondo caso ricordatevi di tornare alla temperatura solita una volta ultimato il primo layer.
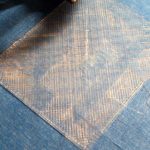
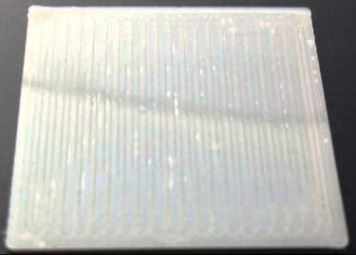
Se avrete seguito questa guida attentamente riuscirete ad avere un primo layer come questo:
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sulla stampa 3D nella nostra sezione GUIDE!