Lo stampare i supporti nella stampa 3D è una delle cose più normali che possiamo fare, anche se in prima battuta può sembrare una pratica strana se non inutile. Bisogna partire dall’inizio, quindi esaminare la tecnica con cui la nostra macchina FDM crea materialmente gli oggetti.
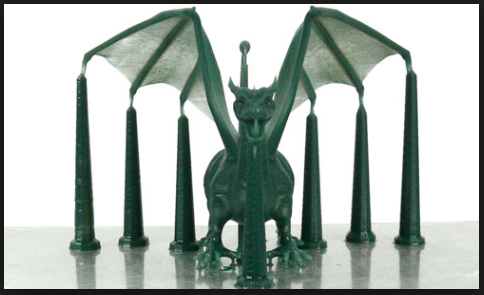
Chi ha visto funzionare una stampante 3D FDM (simil prusa, varie corexy, Hbot, delta, ecc) si è subito reso conto che la figura viene creata mediante la deposizione di materiale. Questo materiale viene depositato a strati, uno strato sull’altro, fino al completamento del progetto. E fino a che si tratta di un cubo nessun dubbio. La stampante depositerà uno strato sull’altro fino a completare la figura. Ma se ci trovassimo a dover stampare questa figura?

Fino ad arrivare ad un terzo del modello la stampa procederebbe liscia, esattamente come la stampa di un cubetto. Il problema si palesa quando si arriva a stampare le mani. Come potrebbe fare la macchina a depositare il filamento nell’aria? E’ qui che intervengono i supporti! Con l’utilizzo dei supporti per la stampa 3D lo slicer, il programma che traduce gli STL in linguaggio macchina (il Gcode), crea automaticamente i supporti per tutte le parti che legge essere “stampate nell’aria”.
L’automatismo di creare i supporti ha lati positivi e negativi. Il più grande lato positivo è che i supporti vengono creati in automatico. Noi dovremo solo decidere se il modello necessita o meno di supporti. Per non sbagliare potremmo anche lasciarli sempre attivi, tanto verranno stampati solo se necessario.
Il lato negativo dell’automatismo è che il programma non ha una vera e propria intelligenza, quindi per fare si che funzioni al meglio siamo noi che dobbiamo dargli i giusti input.
Ma come si regolano i supporti nella stampa 3D? Vi chiederete! Continuate la lettura e presto lo scoprirete!
Quando usare i supporti
Possiamo cominciare con il dire che il miglior supporto possibile è quello che non c’è. Non sono impazzito, non vi preoccupate. Solo che il materiale di supporto, per quanto ben regolato è a contato con il modello e si rischia che rovini la superficie della figura. A volte basta scegliere il giusto orientamento in fase di elaborazione per minimizzare i supporti. E minimizzare se non escludere del tutto i supporti fa si che la superficie non venga rovinata ed è anche un bel risparmio in fatto di materiale!
Immaginate di dover stampare una scritta, ogni lettera necessiterà di parecchi supporti. Se però coricassimo le lettere (ruotandole di 90°) andremmo a zero. Zero supporti necessari. Risparmieremo tempo, materiale e non rischieremmo di avere punti rovinati dal contatto con i supporti.

Quindi per prima cosa cerchiamo di trovare l’orientamento migliore per i nostri modelli. Ovvero l’orientamento che minimizza l’uso dei supporti!
Impostazioni
Ci sono molte opzioni da poter decidere sullo slicer quando si vuole intervenire sulla regolazione dei supporti. Qui tratteremo solo le più importanti, che danno un risultato effettivo. La pratica vi porterà magari a modificare un poco questi valori, come a voler impostarne anche altri. Diciamo che qui voglio offrirvi una buona base da cui partire, ragiunando sulle scelte. Gli stessi ragionamenti potranno essere fatti da voi per crearvi una personale impostazione.
Le impostazioni di cui parleremo in questo articolo sono Trama, Percentuale di Infill, Sporgenza e Distanza dal modello. Regolando bene questi 4 valori avrete già un supporto facile da rimuovere e che fornisce un buon sostegno.
Impostando trama, percentuale di riempimento,sporgenza e distanza dal modello per tutti gli assi (anche se il fondamentale è Z) il programma creerà per noi una base d’appoggio per i punti sospesi del modello. In alcuni slicer potremo anche indicare se vogliamo questi supporti solo all’interno, solo all’esterno o nella totalità dell’area del modello.
TRAMA
Gli slicer offrono diverse trame tra cui scegliere, qui sotto in foto potete vedere le trame disponibili dello slicer CURA. La scelta della trama potrebbe sembrare un’opzione di poco conto e non è molto diffuso il cambio in base al modello. Però visto che parliamo di ottimizzazione vorrei darvi la mia teoria, con cui scelgo il tipo di riempimento da usare, in base alla stampa.
Possono sembrare molto simili ma non è così. Un infill intrecciato molto fitto (il secondo da sinistra per capirci) avrà maggiori doti di sostegno, ma è più probabile che rovini maggiormente la superficie del modello a cui è collegata, così come il quarto da sinistra. anche se in maniera minore.
Allo stesso modo il terzo e quinto sono più deboli, ma meno invasivi. Quindi se avremo necessità di un sostegno robusto per un pezzo meccanico o di un utensile useremo il 2° da sinistra. E se rimarranno segni evidenti sulla superficie potremo procedere con levigatura a mano o con attrezzi tipo Dremel (a bassa velocità). Al contrario per una statua, o un pezzo artistico, soprammobile ecc sarà preferibile l’uso di un infill meno invasivo (n. 3 o 5). In questa scala il primo infill da sinistra si colloca esattamente nel mezzo e può essere un buon compromesso.

PERCENTUALE DI INFILL
Proprio come nel caso del Pillowing, già discusso in questo articolo impostare una trama di supporto poco fitta può non sostenere a dovere la stampa e lasciare dei buchi sulla faccia che deve essere sostenuta. Si raccomandano sempre valori di infill dei supporti superiori al 20%/25%, tali per cui l’oggetto abbia davvero un supporto. A seconda dei casi queste percentuali possono essere aumentate o diminuite per ottenere l’effetto desiderato.
SPORGENZA
Per questo valore indicativamente si deve seguire la regola dei 50°. Fino a questa angolazione dal piatto i supporti nella stampa 3D non servono e la plastica si sostiene da sola. Poi possiamo usare un piccolo trucco per aumentare le nostre possibilità! Diminuire l’altezza dei layers. Un layer più sottile significa più strati che formano lo stesso oggetto. Per cui una salita più graduale può assicurare la tenuta anche con più sbalzo.
Indicativamente possiamo dire che se un layer 0,2 mm può essere stampato senza supporti fino a 50°, con layer 0,1mm possiamo spingerci a 55° e usando il sottilissimo 0,05mm possiamo osare anche 60°. Questi valori sono validi per tutti i filamenti. In particolar modo per filamenti non raffreddabili, come ad esempio l’ABS. Nel caso del PLA se tutto questo è coadiuvato da una ventola Layer a massima velocità possiamo considerare 5° di sporgenza in più.
DISTANZA DAL MODELLO
 Un passo altrettanto importante è quello di determinare il numero di layer da lasciare tra supporto e modello. Questo valore determinerà quanto sarà facile rimuovere il supporto senza rovinare il modello da una parte e quanto il modello sarà sorretto dall’altra. Di solito si usano 1 o 2 layer di vuoto. Questo valore garantisce un buon sostegno unitamente alla possibilità di asportare i supporti con facilità. Non lasciare un vuoto creerebbe un legame troppo forte tra sostegni e oggetto e la separazione diventerebbe un’impresa ardua.
Un passo altrettanto importante è quello di determinare il numero di layer da lasciare tra supporto e modello. Questo valore determinerà quanto sarà facile rimuovere il supporto senza rovinare il modello da una parte e quanto il modello sarà sorretto dall’altra. Di solito si usano 1 o 2 layer di vuoto. Questo valore garantisce un buon sostegno unitamente alla possibilità di asportare i supporti con facilità. Non lasciare un vuoto creerebbe un legame troppo forte tra sostegni e oggetto e la separazione diventerebbe un’impresa ardua.
Purtroppo, al di la della distanza e della composizione i sostegni lasciano comunque il segno della loro presenza. Per liberarcene si deve procedere con la levigatura, a mano con carta abrasiva oppure con levigatori o con Dremel o simili.
Il valore dell’esperienza
Ci sono poi alcune caratteristiche dei supporti nella stampa 3D che dovrete verificare voi volta per volta. Più che con dati specifici con esperienza e buon senso, una su tutte è il rapporto tra base e altezza. Un supporto con una ridottissima base e molto alto è molto probabile che si distaccherà dal piatto al minimo contatto con l’ugello o con il solo movimento del piatto prima di sostenere il modello. Sarà opportuno aumentare la base con il programma slicer. Alcuni non permettono questa opzione e ove non è possibile si può facilmente sostituire il software in uso con un altro, sempre gratuito. Magari da usare solo per questo caso particolare. (Ci sono moltissimi slicer in commercio, anche gratuiti, potrete trovare nell’apposita sezione una recensione dei principali e i link dove scaricarli, saper usare 2/3 slicers in base alle esigenze può essere una buona idea)
AVANZATO
E se i supporti creati non ci soddisfano?
Se acquisita un po’ di esperienza ci troviamo a fronteggiare problemi specifici e il lavoro dello slicer non ci soddisfa potremo costruirci i nostri supporti. Attraverso un programma di disegno 3D (qui potete trovare le recensioni dei più famosi e i link dove scaricarli) e basterà erigere delle figure geometriche, in base alle esigenze parallelepipedi, cilindri o coni, e andare a sostenere i punti che secondo noi meritano particolare attenzione.
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sulla stampa 3D nella nostra sezione GUIDE!