Oggi parliamo di come prevenire la distorsione dei piccoli strati usando l’impostazione del tempo minimo layer.
Succede nelle stampe molto piccole, l’esempio classico possono essere le miniature o altri oggetti delle stesse dimensioni. L’intero strato è stampato molto velocemente. In realtà talmente velocemente che le ventole adibite al raffreddamento dei layer non hanno tempo sufficiente per raffreddarlo a dovere, prima di iniziare a stampare il livello successivo.
Quando ciò accade, lo strato si deforma a causa del mancato raffreddamento unito al calore che viene sprigionato dalla stampa del successivo livello. Il risultato è di norma un gran pasticcio.
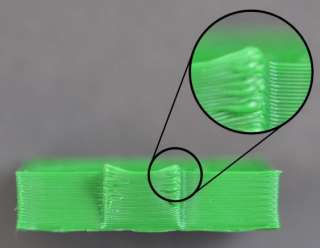 Ecco un esempio di come appaiono i layer nel caso la ventola non abbia abbastanza tempo per raffreddare lo strato prima di cominciare con il successivo. Non è raro questo problema quando siamo alle prese con la stampa di una guglia, una sporgenza o si presenta piuttosto di frequente nella fase terminale di tutte le stampe che si concludono con una parte appuntita. Come risolvere quindi questo problema?
Ecco un esempio di come appaiono i layer nel caso la ventola non abbia abbastanza tempo per raffreddare lo strato prima di cominciare con il successivo. Non è raro questo problema quando siamo alle prese con la stampa di una guglia, una sporgenza o si presenta piuttosto di frequente nella fase terminale di tutte le stampe che si concludono con una parte appuntita. Come risolvere quindi questo problema?
Tempo minimo layer: Siamo nel caso dell’overheating
Questo difetto, come accennato nel paragrafo precedente si presenta quando la plastica non ha avuto abbastanza tempo di raffreddarsi e solidificarsi completamente, e in questo stato con un calore residuo piuttosto elevato si aggiunge il calore apportato dalla deposizione dello strato successivo. Essendo ancora in una fase transitoria i vari layer influiscono uno sull’altro e vengono deformati vicendevolmente.
Purtroppo non possiamo abbassare la temperatura di estrusione.
Una strada da seguire quindi è aumentare il tempo che trascorre tra la deposizione di uno strato e l’altro.
L’impostazione del tempo minimo del layer nello slicer può fortemente aiutarci a risolvere questo problema. Questa è un’impostazione nascosta sotto la sezione Raffreddamento. Dovremo schiacciare l’ingranaggio ed andare ad attivarla tra i vari menu. Il valore di questa impostazione è il tempo minimo per la stampa di un livello. Per strati molto piccoli, lo slicer rallenta la velocità di stampa in modo che il livello impieghi almeno il tempo minimo impostato per terminare la stampa di questo livello.
Nel caso sia una stampa davvero molto piccola si ferma anche, per il tempo necessario. Il valore predefinito per questa impostazione è 5 secondi. Se questo non basta puoi iniziare aumentandolo a 10 secondi. E quindi continuare a effettuare le regolazioni con incrementi di 5 secondi, secondo necessità. Ovviamente per alcuni materiali non possiamo utilizzare il raffreddamento! Nylon, policarbonato,PET, ABS, ASA… non gradiscono le correnti d’aria. E quindi se fossimo nel caso dell’overheating dovremo aumentare le tempistiche di realizzazione dello strato. Questi materiali infatti devono essere stampati senza la minima corrente d’aria (neanche casuale) e si raccomanda l’uso di stampanti chiuse o si corre il rischio di rovinare la stampa.
Per ridurre il problema dell’overheating scegli ventole performanti, radiali per un soffio diretto o perchè no? Silenziose!
Impostando i giusti parametri non avremo problemi neanche per la realizzazione di particolari verticali molto piccoli!
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sulla stampa 3D nella nostra sezione GUIDE!