Hot end, dall’inglese fine caldo è la parte finale di scioglimento e estrusione della plastica. Chiunque abbia una stampante sa quanto è importante questo singolo componente, statisticamente la maggior parte dei problemi di estrusione arriva proprio da qui. Analizziamo meglio questa componente, cercando di carpirne i segreti e conoscerla un po’ più a fondo.
Iniziamo dalla morfologia, quindi occupandoci delle varie componenti, poi della fisiologia, per capirne i funzionamenti e infine qualche consiglio di upgrade
Da cosa è composto l’Hot End?
L’Hot End è considerato come una componente anche se in realtà è composto da diverse cose. In questo disegno sono stati isolati e descritti tutti i componenti
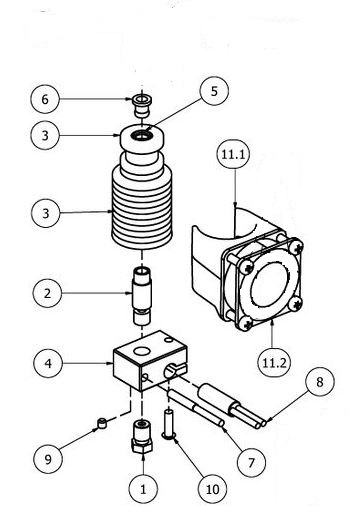
1) Nozzle: ugello da dove fisicamente esce il filamento, ne esistono di diverse dimensioni e materiali. Trovate più info in questo articolo dedicato: https://www.italia3dprint.it/ugello-stampante-3d/
2) Gola: è il collegamento tra il cubotto e il radiatore. Dipende dal materiale di questo componente se l’Hot End è un all metal oppure ha il tubo ptfe.
3) Radiatore: il radiatore ha una funzione molto particolare anche se non sembra. Infatti ha la funzione di disperedere calore, come è normale che sia, con l’aiuto del punto 11 (la ventola). La funzione particolare è quella di opporsi al riscaldamento dell’8 (la cartuccia riscaldante). Questo braccio di ferro tra il calore e il raffreddamento si traduce con un confine piuttosto netto tra la parte calda, ove il filamento è allo stato liquido e la parte fredda dove il filo è ancora solido.
4) Cubotto: è il posto con cui si radunano molti dei principali attori dell’estrusione. Infatti ha anfratti per sonde, riscaldatori e attraverso lui scorre il filamento.
5) Ingresso filamento: L’ingresso del filamento può avere molte forme, in base al tipo di hotend. Esistono hotend collegati ad un sistema Bowden ( con tubo PTFE) e un sistema diretto, dove il filamento entra direttamente .
6) Collarino: Sei sstemi Bowden il collarino ha la funzione di fermo di n0n ritorno per il tubo PTFE.
7) Termistore: Misura la temperatura e la comunica alla scheda madre, attraverso questa misura il cervello della stampante dosa la quantità di calore da erogare.
8) Cartuccia riscaldante: Altro non è che una resistenza che sotto impulso elettrico sviluppa calore.
9) Vite di blocco termistore: questa vite serve a fermare il termistore in posizione. Non è l’unica conformazione, ne esistono molte altre tra cui la più diffusa con la vite laterale che ferma direttamente il cavo.
10) Vite di blocco cartuccia: Questa vite serra le due estremità della cartuccia riscaldante e ferma il cubotto riscaldante.
11.1) Sostegno per la ventola: In plastica, di misura per il radiatore sostiene la ventola nella giusta posizione.
11.2) Veltola: E’ la responsabile del raffreddamento. Ruotando crea una corrente d’aria che porta via il calore che il radiatore scambia con l’esterno.
Cosa succede nell’Hot-End?
 L’Hot End, come specificato prima, il luogo dove si fonde il materiale e dove viene ridimensionato prima di essere deposto sul piatto. In questa sede il filamento entra solido, con un diametro da 1,75 mm (in alcuni casi 3 mm) ed esce tipicamente 0,4 mm. Questa trasformazione, come possiamo immaginare crea una discreta pressione all’interno, e questa pressione è responsabile dell’uscita costante del filamento.
L’Hot End, come specificato prima, il luogo dove si fonde il materiale e dove viene ridimensionato prima di essere deposto sul piatto. In questa sede il filamento entra solido, con un diametro da 1,75 mm (in alcuni casi 3 mm) ed esce tipicamente 0,4 mm. Questa trasformazione, come possiamo immaginare crea una discreta pressione all’interno, e questa pressione è responsabile dell’uscita costante del filamento.
Il filamento, spinto dall’estrusore percorre allo stato solido tutto il radiatore, si fonde all’interno del nozzle e viene spremuto a diametro costante al di fuori.
*Una precisazione sul funzionamento della ritrazione. A rigor di logica si arriva sempre a pensare che durante la ritrazione il materiale presente all’interno della parte finale dell’ Hot end venga tirato indietro. Quindi ci si stupisce se nonostante la retrazione impostata si forma comunque un poco di stringing. L’errore deriva dal fatto che si pensa di essere alla presenza di un sistema ermetico (una siringa per capirci). Non siamo in presenza di un sistema ermetico, tutto quello che fa la ritrazione è alleviare la pressione dalla parte finale, di modo che il filamento non venga spinto fuori. Di sicuro ciò che non può fare è risucchiare il materiale e impedire alla gravità di trascinarlo verso il basso.*
Ci avevate mai pensato?
La cosa forse più importante che succede all’interno dell’hotend è la creazione di due zone a temperature molto diverse. Da una parte la cartuccia riscaldante aumenta la temperatura del cubotto e tende a farla risalire lungo la pipa, dall’altra la ventola del radiatore dissipa calore ed esercita una diminuzione del calore. Idealmente questa transizione dovrebbe essere la più netta possibile. Quindi immaginiamo un punto teorico in cui poco sopra misuriamo 20°, poco sotto 200°. Ovviamente in realtà questo non succede: le due forze combattono ma in mezzo troviamo un’ampia area (qualche millimetro) a temperatura media.
Le zone di temperatura media non sono il massimo poichè rammolliscono il filamento senza scioglierlo e basta una errata ritrazione e questo si risolidifica cambiando diametro e intasando il tutto.
Ovviamente la gestione della temperatura in prossimità del foro di uscita è fondamentale, infatti l’hotend è dotato di un termistore che tiene sotto controllo l’erogazione del calore. All’interno del blocco di riscaldamento è alloggiato anche un termistore, una piccola sonda che trasmette la temperatura del blocco alla scheda della stampante 3D, consentendo di effettuare le regolazioni corrette.
La parte terminale – Ugello
E poi, al termine di tutto il sistema, c’è l’ugello. Un pezzo di metallo lavorato, è costituito da una camera – dove risiede il filamento fuso – che si assottiglia verso l’apertura dell’ugello. Questa apertura ovviamente deve rispondere a un diametro preciso, che è la misura in base alla quale lo si acquista. La maggior parte delle stampanti 3D desktop vengono fornite con ugelli da 0,4 mm come standard, ma sono disponibili molte altre dimensioni.
L’ottone è il materiale preferito per gli ugelli di default, ma, per materiali più morbidi come PLA e ABS, i filamenti con additivi resistenti come la fibra di carbonio si consumano rapidamente e deformano l’apertura di un ugello di ottone. Per i filamenti speciali, sono preferiti i materiali per ugelli per stampante 3D come l’acciaio inossidabile e il rubino. In questo articolo abbiamo discusso approfond0itamente di tutti gli ugelli in commercio descrivendo eventuali vantaggi e svantaggi, se vi interessa dategli una lettura.
VARIANTI AL MODELLO CLASSICO
Hotend Combinati
L’E3D Titan Aero combina hotend ed estrusore in un’unica soluzione. Compattezza e leggerezza per riuscire ad avere il gruppo in modalità diretta, per stampare anche i filamenti più flessibili ed un peso contenuto per contenere al minimo le vibrazioni.
All metal
Un’altra variante molto apprezzata è l’all metal (tutto metallo). Come dice il nome l’hot end all metal non ha parti in PTFE o altre plastiche. Questo permette di raggiungere temeperature di estrusione fino a 450°, sufficienti per stampare ogni tipo di plastica in commercio!
HOT END – GUIDA ALL’ACQUISTO
Ogni hot end è studiato per esigenze ed obiettivi particolari, per cui non ne esite uno a priori superiore agli altri. Proprio per questo motivo ne voglio presentare diversi per diverse esigenze.
E3D V6 HOTEND – ORIGINALE

E3D V6 produce l’estrusore Titan – un estrusore per la stampante 3D leggero e personalizzato che vanta un sistema di rapporto di trasmissione. Ciò significa che può utilizzare un motore più leggero e meno potente con nessun compromesso sul potere di spinta del filamento. Ecco l’Hot end diventato quasi uno standard di qualità
E3D V6 HOTEND – CLONE
Il più famoso e utilizzato estrusore, nonostante sia un clone è montato su moltissime stampanti di origine cinese. Non può vantare la stessa qualità di un HE originale E3D ma costa 5 volte meno.
Hotend MK8
Uno dei più diffusi sul mercato, la Creality 3D ci ha insegnato ad apprezzare questo piccolo e veramente performante finale. E’ l’hot end stock su moltissimi loro modelli, tra cui Cr-10, Cr10-s e buona parte della linea Ender.
Usualmente la ventola non si attacca direttamente al corpo ma necessita di un sostegno differente. Non siamo abituati a vedere questa componente perchè è nascosta al’interno di un cubotto di ventilazione.
Hot end per il multicolor
Il cambio dell’hot end può anche derivare dalla voglia di stampare a più colori. Qui una nostra guida se siete curiosi. Anche in questo caso la tecnologia ha fatto passi da gigante, e oltre all’opzione di mettere un doppio nozzle, possiamo anche decidere di installare i cosiddetti mixcolor, che miscelano fino a 3 colori e li estrudono da uno stesso ugello. eccovi entrambe le soluzioni.
Chimera – doppio nozzle per una stampa multimateriale
La prima e più rudimentale stampa a 2 colori. Il vantaggio di questa scelta è rappresentato dal fatto di poter usare 2 materiali differenti, stampati a 2 temperature differenti. Per esempio potremmo stampare PLA ed ABS, o magari unire alla nostra stampa i supporti in PVA ecc ecc.
NF THC01 – triplo ingresso per una stampa multicolore
Come possiamo vedere i 3 materiali in ingresso fuoriescono tutti da un’unico ugello. Questo sistema ha indubbi vantaggi di regolazione: infatti non dobbiamo perdere ore e ore a cercare maniacalmente di uniformare l’altezza dei 2 nozzle. Di contro però avere un’unico foro di uscita ci preclude la possibilità di stampare materiali che necessitano differenti temperature. E’ d’obbligo anche la costruzione della torre di spurgo per il cambio colore, che indubbiamente moltiplica il materiale di scarto risultante. Però vedere stampe in 3 colori può dare estrema soddisfazione!
Se avete trovato utile questo articolo mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altri upgrade per la stampante 3D nella nostra sezione UPGRADE!