 La manutenzione della stampante 3D è una delle componenti principali del processo che ci permette di arrivare ad avere stampe perfette. La stampante 3D è in grado di creare oggetti con una precisione straordinaria, e proprio per questo motivo necessita di “cure” particolari. Questo perchè il minimo malfunzionamento si traduce in problemi che riscontriamo visivamente, sulle creazioni.
La manutenzione della stampante 3D è una delle componenti principali del processo che ci permette di arrivare ad avere stampe perfette. La stampante 3D è in grado di creare oggetti con una precisione straordinaria, e proprio per questo motivo necessita di “cure” particolari. Questo perchè il minimo malfunzionamento si traduce in problemi che riscontriamo visivamente, sulle creazioni.
Manutenzione della stampante 3D
Qui farò una fredda lista delle parti che compongono la stampante, con la manutenzione necessaria e qualche osservazione, se è necessaria. In fondo all’articolo vorrei anche preparare un file per aiutarvi e darvi una traccia delle varie operazioni necessarie! Spero che vi possa essere utile e come per ogni altra iniziativa, accetto suggerimenti su come migliorarlo!
- Piccola precisazione, quando scrivo di muovere manualmente assi, piatto e altro, a cui è collegato un motore è obbligatorio scollegare tale motore! Il movimento crea correnti parassite che potrebbero causare danni all’elettronica.

Manutenzione della stampante 3D: Barre lisce e filettate
Il movimento di X e Y su barre lisce non necessita di particolari accorgimenti. Prima dell’utilizzo della stampante, se è stata ferma per parecchio tempo, controlla che non ci sia polvere depositata. In caso va rimossa con un panno cattura polvere, tipo Swiffer, perchè la polvere va rimossa, non spalmata! Ogni mese dovresti anche lubrificare con uno speciale lubrificante per scorrimento, come l’olio per macchina da cucire, oppure una particolare versione del WD-40 al litio. Dopo l’applicazione muovere l’asse un paio di volte avanti e indietro. L’uso di oli come il WD-40 normale non è una buona scelta, poichè potrebbe inglobare gli eventuali granelli di polvere, così come grassi più densi. La lubrificazione di barre lisce e filettate dovrebbe avvenire 1 volta al mese.
Manutenzione della stampante 3D: cuscinetti e ruote
Dopo alcune centinaia di ore di stampa, o nel caso la stampante resti inattiva per molto tempo, potrebbe accumularsi della polvere che da fastidio. Visto che i cuscinetti e le ruote sono normalmente difficilmente accessibili, vi consiglio di procedere a togliere la polvere accumulata con l’aria compressa. Una bomboletta di aria compressa può fare al caso vostro e durare per molto tempo! Quindi, una volta pulito si può applicare, ogni mese, un po ‘di lubrificante . Se si sente che l’asse fatica a muovere in modo fluido si possono estrarre i cuscinetti e lubrificarli all’interno. Stesso discorso vale ovviamente per le ruote.
Dopo l’applicazione muovere la parte mossa dalle ruote e cuscinetti (asse Z, piatto, ecc) un paio di volte avanti e indietro. La lubrificazione di cuscinetti e ruote dovrebbe avvenire 1 volta al mese.
Per quanto riguarda il tipo di lubrificante, vale lo stesso discorso fatto prima, olio per macchina da cucire, oppure una particolare versione del WD-40 al litio.
Manutenzione della stampante 3D: I motori passo passo
I motori passo passo, o stepper, sono il motore vero e proprio della stampa. Necessitano di una pulizia dalla polvere una volta al mese, tramite la bomboletta di aria compressa oppure una semplice spazzolina. Per questi motori la manutenzione è software, quindi bisognerebbe verificare il movimento una volta ogni 6mesi/1 anno. La calibrazione degli assi X,Y,Z ed estrusore si possono portare a termine seguendo queste semplici guide:
- Guida regolazione accuratezza dimensionale: https://www.italia3dprint.it/accuratezza/
- Regolazione del flusso: https://www.italia3dprint.it/quantitafilo/
Manutenzione della stampante 3D: Cinghie
Le cinghie sono soggette all’usura, con il tempo possono allentarsi, quindi non fornendo più una costante stessa risposta. Bisognerebbe controllare la tensione delle cinghie e regolarla con appositi tensionatori (da aggiungere se non fossero già parte integrante della macchina) ogni 3 mesi. La sostituzione completa delle cinghie, a meno che non si tratti di cinghie con anima di metallo andrebbe effettuata una volta ogni anno.
Esistono cinghie rinforzate in fibra di vetro, che possono anche raddoppiarne la vita utile: Cinghie GT2 6mm
Manutenzione della stampante 3D: Ventole di raffreddamento
Le ventole di raffreddamento spostano molta aria durante il funzionamento, e quindi di conseguenza molta polvere. La polvere poi si accumula sulle eliche, aumentando il rischio di malfunzionamenti e riducendone l’efficienza. Data la posizione la ventola dell’hot end potrebbe anche inglobare piccoli fili, sottilissimi residui di stampa. Che potrebbero alla lunga anche portare un rischio di incendio. Quindi ogni 3 mesi le ventole andrebbero pulite dall’esterno. Se non si arriva a completare la pulizia dall’esterno allora sarà necessario smontarle dalla sede.
Per pulire le ventole si può usare la solita bomboletta di aria compressa, coadiuvata da pinzette per rimuovere pezzi più grossolani, magari attorcigliati all’elica. In caso di polvere più vecchia e sedimentata possiamo intervenire con un cotton-fioc imbevuto di liquido sgrassatore, poi risciacquato con un cotton-fioc umido.
Manutenzione della stampante 3D: Tubo in PTFE
Il tubo in PTFE, che transita il filamento negli estrusori BOWDEN, se interno all’hot end è soggetto a moltissimi sbalzi termici che lo deformano. Con un tubo abbastanza lungo basterà tagliare via qualche centimetro, e il tubo tornerà come nuovo. Non si può inserirlo troppo lungo per poi essere tagliato più volte. Un tubetto PTFE più lungo del dovuto porta a problemi con le ritrazioni, con il flusso e ci complica la vita con l’uso dei filamenti flessibili.
L’ideale è una misura che permetta un taglio, dopo 3 mesi. Poi dovrebbe essere interamente sostituito una volta ogni 6 mesi.
Il tubo in PTFE può essere acquistato in qualsiasi mercato elettronico, eccolo su Amazon: Tubo PTFE 1,75
Ultimamente molti dei lettori del blog mi hanno segnalato il nuovo PTFE Capricorn come sostituto con migliori proprietà: PTFE 1,75 Capricorn. Non ho ancora potuto acquistarlo ma potrebbe raddoppiare i tempi descritti prima.
Manutenzione della stampante 3D: Ingranaggio del motore spingi filo
Sull’ingranaggio dentato sull’albero del motore dell’estrusore possiamo trovare un accumulo polvere di filamenti macinati. E’ piuttosto comune. Quindi circa una volta al mese si deve procedere a soffiare via la polvere di filamento con l’aria compressa.
All’occorrenza e comunque ogni sei mesi invece dovremmo procedere alla pulizia più approfondita, nelle scanalature. L’accumulo di questi trucioli nelle scanalature potrebbero diminuire la presa dell’ingranaggio e causare sotto-estrusione. Un piccolo pennello o uno stuzzicadenti (per le parti più impervie) potranno svolgere agilmente questo lavoro. In qualche caso, dopo circa un anno l’ingranaggio andrà sostituito. Anche se non è ben visibile ad occhio nudo la puleggia dentata a furia di funzionare viene abrasa dal filamento. Giusto per curiosità vi vorrei mostrare l’ingranaggio di una CR-10 dopo 1 anno di uso. Vorrei anche far notare che la stampante ha stampato praticamente solo PLA.

Consultate la pagina apposita del Blog per vedere tutti gli ingranaggi a disposizione e scegliere il vostro per l’acquisto: https://www.italia3dprint.it/negozio-gruppo-estrusore-puleggia-dentata/
Manutenzione della stampante 3D: Ugello
L’uso di filamenti speciali (in modo diverso) può portare a problemi per il gruppo Hot-end, e più precisamente per il nozzle. I filamenti caricati legno intasano l’ugello molto facilmente, i materiali caricati metalli invece possono consumarlo e allargare il foro di uscita. Come è facilmente intuibile un ugello più largo del dovuto non darà risultati di stampa accettabili. Anche un semplice PLA potrebbe, con l’uso intensivo, creare delle scorie che vanno ad otturare l’ugello. E’ buona cosa pulire il nozzle quando necessario con l’Apposito KIT. Ogni mese bisognerebbe comunque cambiare l’ugello, e verificare se eseguire una pulizia approfondita (se ne vale la pena, leggasi se il nozzle non è rovinato), oppure buttarlo e sostituirlo.
- La pulizia approfondita per il nozzle si esegue seguendo questo articolo.
- I nozzle economici: Set da 10 nozzle
Manutenzione della stampante 3D: Elettronica
Anche se l’elettronica non è propriamente una parte di usura è buona norma controllare i collegamenti. Ricollegare eventualmente i fili ai connettori elettrici. In qualche caso, come per esempio nel caso della sonda di temperatura, che hanno un cavo sottilissimo è anche facile che, a furia di muoversi avanti e indietro si spezzi internamente. Ma l’intervento è per l’occorrenza e non con un piano manutentivo. Solo nel caso abbiate una catena porta cavi mettete nel vostro piano manutentivo la sostituzione dei cavi ogni 6 mesi. Questo è il tempo medio che ci mette la catena a rovinare i cavi al suo interno.
Manutenzione della stampante 3D: Piatto di stampa
Una volta alla settimana si deve verificare che il piano sia ben livellato. Anche se non si tratta di vera e propria manutenzione vi voglio lasciare qualche linea guida anche sulla manutenzione del piatto di stampa:
-
Superficie di stampa in vetro/specchio e lacca
Tra una stampa e l’altra è possibile aggiungere nuova lacca dove già è stato stampato un oggetto, per ripristinare l’adesività. Nonostante questo diversi strati che si sovrappongono, per quanto sottili possono diventare un’ostacolo per la stampa, poichè il nozzle potrebbe spalmare troppo il filamento estruso. Per questo motivo è giusto pulire completamente la superficie del vetro con acqua, o per velocizzare sgrassatore e una spatola. Basta spruzzare acqua e sgrassatore, attendere 5 minuti e poi rimuovere con una spatola. Guarda il video per vedere come si fa!
-
Manutenzione della superficie di stampa PEI
Il PEI può perdere i suoi poteri adesivi dopo più di 200 ore. Si deve procedere ad una pulizia accurata con acetone. In base all’uso può anche capitare che diminuisca l’adesione prima delle 200 ore. Per ripristinarlo basterà una pulizia accurata con acetone.
-
Manutenzione della superficie di stampa Ultrabase
Il piatto di stampa Ultrabase è uno dei preferiti dai vari maker. Questo perchè permette un’ottima adesione con un minimo sforzo, senza l’aggiunta di nessun prodotto. I produttori raccomandano l’uso di semplice alcol casalingo per pulire il piatto dopo ogni stampa. Basta una leggera strofinata e il piatto torna come nuovo. Nonostante questo può succedere che se la manutenzione non è fatta ogni volta e con la dovuta cura, che il piatto rimanga sporco. Per far tornare nuovo un piatto molto macchiato basta abbandonare il comune alcol e passare all’acetone puro. Dopo un’energica strigliata avrete il piatto come nuovo!
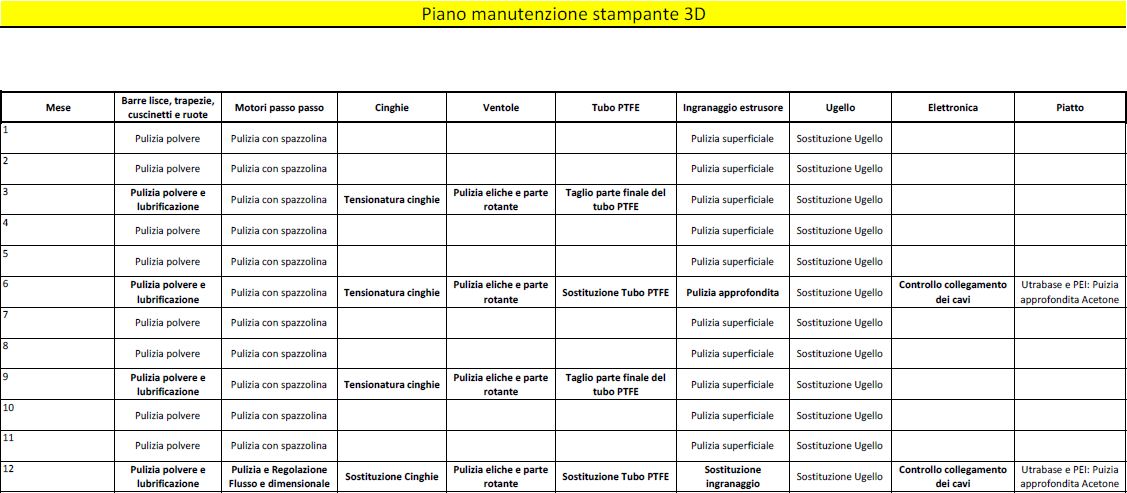
PIANO MANUTENTIVO
Come promesso ad inizio articolo ecco a voi il vero piano manutentivo riassunto, dove potrete mettere il mese di inizio e iniziare a trattare bene la vostra compagna di giochi: la stampante 3D!
Ecco anche il file stampabile in PDF: Piano manutentivo Stampante 3D
E il file modificabile se volete personalizzare: Piano manutentivo Stampante 3D
Se pensate manchi qualche passaggio fondamentale, o che ci sia qualche miglioria da fare scrivetelo nei commenti!
Se avete trovato utile questo articolo e volete rimanere aggiornati sulle nuove uscite , mettete MI PIACE alla nostra pagina Facebook! Potete trovare moltissimi altri articoli su stampa 3D e articoli di tecnologia seguendo il BLOG Italia 3D Print!