Una delle più utili opzioni dei programmi slicer è la creazione dei supporti.
Impostazioni dei supporti
Impostando trama, percentuale di riempimento, distanza dal modello per tutti gli assi (anche se il fondamentale è Z) il programma creerà per noi una base d’appoggio per i punti sospesi del modello. In alcuni slicer potremo anche indicare se vogliamo questi supporti solo all’interno, solo all’esterno o nella totalità dell’area del modello.

Non è tutto oro quello che luccica, le impostazioni dei supporti non sono facili da regolare e possono rovinare la superficie del modello stesso che sostengono.
Vedremo qui di seguito alcune impostazioni e alcuni trucchi:
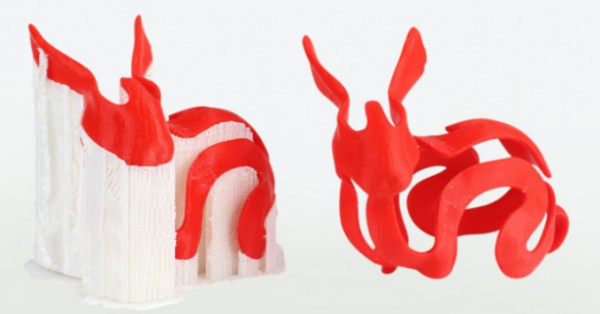
In primis, avendo a disposizione un doppio estrusore si potrebbe pensare di stampare in 2 materiali diversi, uno per l’oggetto e uno, più facilmente solubile, per i supporti.
I casi sono molti, possiamo infatti usare ABS per l’oggetto e l’HIPS per i supporti. L’HIPS, acronimo di High Impact PolyStyrene (più comunemente polistirolo) è solubile in Limonene, un acido che deriva proprio dai limoni. Per la legislazione attuale però il Limonene, una volta cessata la sua vita da risorsa e diventando un rifiuto è classificato come rifiuto pericoloso e deve essere smaltito in appositi centri di raccolta a costo di essere identificati e multati come inquinatori. E’ un idrocarburo per cui altamente infiammabile e può provocare delle reazioni cutanee. Per quanto ci riguarda sconsigliamo per la stampa dilettantistica l’uso dell’HIPS come materiale solubile, lo riteniamo troppo pericoloso da usare e detenere per un amatore.
 Un’altra strada, anche questa non priva di dubbi è lo stampare con ABS l’oggetto e con PLA i sostegni. Il PLA come noto si dissolve in soda caustica portata a circa 80°, ma se il lasciare a bagno per una notte il nozzle o portarlo ad ebollizione per eliminare proprio i residui di PLA dall’ugello, che è di modestissime dimensioni può coinvolgere qualche decilitro di soda caustica, lo stesso processo applicato ad una stampa di grandi dimensioni e coinvolgendo molti litri di soda caustica può rendere il processo pericoloso, soprattutto se viene eseguito in un ambiente domestico con tutti i problemi e le incognite ad esso legate. Come nota positiva possiamo indicare che la soda caustica è sempre stata adoperata come stura-tubature quindi se useremo il PLA come supporto scioglibile eviteremo intasamenti negli scarichi casalinghi.
Un’altra strada, anche questa non priva di dubbi è lo stampare con ABS l’oggetto e con PLA i sostegni. Il PLA come noto si dissolve in soda caustica portata a circa 80°, ma se il lasciare a bagno per una notte il nozzle o portarlo ad ebollizione per eliminare proprio i residui di PLA dall’ugello, che è di modestissime dimensioni può coinvolgere qualche decilitro di soda caustica, lo stesso processo applicato ad una stampa di grandi dimensioni e coinvolgendo molti litri di soda caustica può rendere il processo pericoloso, soprattutto se viene eseguito in un ambiente domestico con tutti i problemi e le incognite ad esso legate. Come nota positiva possiamo indicare che la soda caustica è sempre stata adoperata come stura-tubature quindi se useremo il PLA come supporto scioglibile eviteremo intasamenti negli scarichi casalinghi.
Materiale migliore per i supporti
Sicuramente invece di giocare al piccolo chimico consigliamo, nel caso volessimo stampare i supporti con un materiale solubile, il PVA (Alcol Polivinilico).
Anche se non è economico come l’HIPS o come il PLA , il PVA (viene venduto a 60/90 €./Kg) è solubile in acqua! Basterà riempire una bacinella d’acqua per rimuovere i supporti senza alcuna fatica. Essendo solubile in acqua è molto igroscopico, assorbe tutta l’umidità atmosferica, per cui ha vita breve e va conservato in luoghi asciutti.
 La perfetta regolazione
La perfetta regolazione
Se non siamo dotati del doppio estrusore dovremo impegnarci a trovare la regolazione perfetta dei supporti.
Possiamo cominciare con il dire che il miglior supporto possibile è quello che non c’è.
Indicativamente si deve seguire la regola dei 55°. Fino a questa angolazione dal piatto i supporti non servono e la plastica si sostiene da sola. Poi possiamo usare un piccolo trucco per aumentare le nostre possibilità! Diminuire l’altezza dei layers. Un layer più sottile significa più strati che formano lo stesso oggetto. Per cui una salita più graduale può assicurare la tenuta anche con più sbalzo.
Indicativamente possiamo dire che se un layer 0,2 mm può essere stampato senza supporti fino a 45°, con layer 0,1mm possiamo spingerci a 65° e usando il sottilissimo 0,05mm possiamo osare anche 80°. Questi valori sono validi per l’ABS, ovviamente nel caso del PLA se tutto questo è coadiuvato da una ventola su piatto a massima velocità possiamo considerare 5° in più.
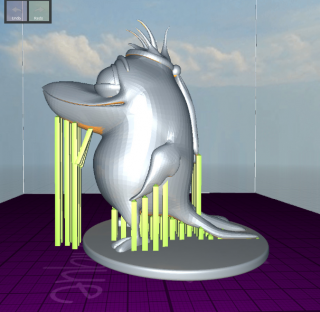
Ora entriamo nel vivo della questione: Supporti
Proprio come nel caso del Pillowing, già discusso in questo articolo impostare una trama di supporto poco fitta può non sostenere a dovere la stampa e lasciare dei buchi sulla faccia che deve essere sostenuta. Si raccomandano sempre valori di infill dei supporti superiori al 30%/40%, tali per cui l’oggetto abbia davvero un supporto.
 Un passo altrettanto importante è quello di determinare il numero di layer da lasciare tra supporto e modello: normalmente 1/2 layer sono sufficienti, garantiscono un buon sostegno unitamente alla possibilità di venire asportati con facilità. Non lasciare un vuoto creerebbe un legame troppo forte tra sostegni e oggetto e la separazione diventerebbe un’impresa ardua.
Un passo altrettanto importante è quello di determinare il numero di layer da lasciare tra supporto e modello: normalmente 1/2 layer sono sufficienti, garantiscono un buon sostegno unitamente alla possibilità di venire asportati con facilità. Non lasciare un vuoto creerebbe un legame troppo forte tra sostegni e oggetto e la separazione diventerebbe un’impresa ardua.
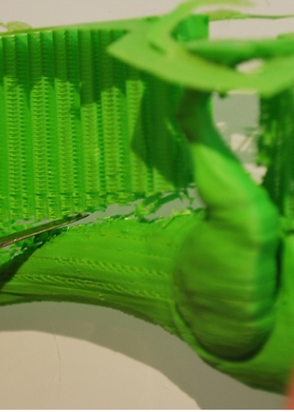
Purtroppo, al di la della distanza e della composizione i sostegni lasciano comunque il segno della loro presenza. Per liberarcene si deve procedere con la levigatura, a mano con carta abrasiva oppure con levigatori o con Dremel o simili.
Il valore dell’esperienza
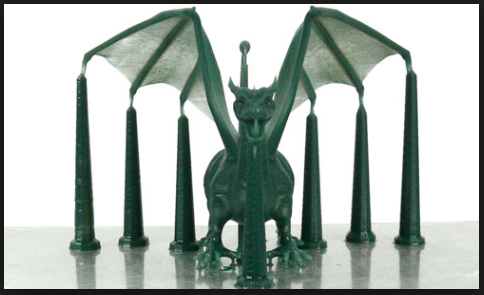
Ci sono poi alcune caratteristiche dei supporti che dovremo verificare e regolare noi. Più che con dati specifici con esperienza e buon senso, una su tutte è il rapporto tra base e altezza. Un supporto con una ridottissima base e molto alto è molto probabile che crollerà con il movimento del piatto prima di sostenere il modello. Sarà opportuno aumentare la base con il programma slicer, e ove non è possibile sostituire lo slicer che si sta usando. (Ci sono moltissimi slicer in commercio, anche gratuiti, potrete trovare nell’apposita sezione una recensione dei principali e i link dove scaricarli, saper usare 2/3 slicers in base alle esigenze può essere una buona idea)
In alcuni casi, ove ci troviamo a fronteggiare problemi specifici e il lavoro dello slicer non ci soddisfa potremo costruirci i nostri supporti. Attraverso un programma di disegno 3D (qui potete trovare le recensioni dei più famosi e i link dove scaricarli) e basterà erigere delle figure geometriche, in base alle esigenze parallelepipedi, cilindri o coni, e andare a sostenere i punti che secondo noi meritano particolare attenzione.
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sulla stampa 3D nella nostra sezione GUIDE!