 Oggi ci occuperemo di individuare alcune linee guida per stampare filamenti flessibili. TPU, TPE, Soft PLA, ed in generale tutti i materiali flessibili sono sempre più presenti nei laboratori dei maker amatoriali. Questo è dovuto al fatto che nell’ultimo periodo (parliamo di anni) i produttori delle stampanti 3D hanno apportato migliorie alle stampanti che le hanno rese più adatte alla stampa dei materiali flessibili.
Oggi ci occuperemo di individuare alcune linee guida per stampare filamenti flessibili. TPU, TPE, Soft PLA, ed in generale tutti i materiali flessibili sono sempre più presenti nei laboratori dei maker amatoriali. Questo è dovuto al fatto che nell’ultimo periodo (parliamo di anni) i produttori delle stampanti 3D hanno apportato migliorie alle stampanti che le hanno rese più adatte alla stampa dei materiali flessibili.
Un tempo i filamenti flessibili erano presi in considerazione solamente da chi possedeva una stampante con estrusore diretto. Ma le succitate migliorie, in primis l’aver tolto qualsiasi forma di spazio vuoto nel percorso tra estrusore e hotend, nella configurazione Bowden. Quindi ora è possibile stampare filamenti flessibili con qualsiasi stampante. Anche se con qualche limitazione.
Per capire quali limitazioni dobbiamo fronteggiare può essere utile fare un ripassino sui materiali, con temperature, composizione e usi.
Come stampare i filamenti flessibili: I materiali
Ecco i materiali flessibili in commercio, analizzati un per uno.
TPE
Polimero termoplastico in commercio dal 1950. Ha sia proprietà termoplastiche (rammollisce con la temperatura) sia elastomeriche (a temperatura ambiente può essere deformato e torna alla forma originale). Si ottiene mescolando polimeri plastici a polimeri gomma. E’ il più morbido tra i filamenti flessibili. E’ l’unico materiale, tra quelli di cui parlerò in questa rassegna che non può essere stampato con un estrusore Bowden.
Se vuoi provarlo: http://s.click.aliexpress.com/e/0GqqUoY
TPU
Poliuretano termoplastico, polimero decisamente più recente del TPE, è ricavato dalla miscela di poliuretano e polimeri di gomma. E’ decisamente meno morbido del TPE. Se volete un’idea di massima di quanto è morbido questo materiale immaginate di aver a che fare con del silicone indurito. Anche la sua forma in filamento, che ricorda la rotella di liquirizia come consistenza, ha le stesse caratteristiche fisiche.
Se vuoi provarlo: https://amzn.to/2CnIE9B
PLA Fessibile
Questo materiale è semplice PLA combinato con sostanze chimiche apposite e specifiche per ammorbidirlo. Ha una consistenza simile al TPU ma la facilità di stampa tipica del PLA. E’ molto usato dai maker per queste sue caratteristiche. Ricordate però che essendo PLA la temperatura di rammollimento rimane molto bassa.
Se vuoi provarlo: https://www.filoalfa3d.com/it/filo-175mm/296-bioflex-flessibile-27-shore-d-o-175-mm-8050327032385.html
PCTPE
Un materiale che possiede le caratteristiche del TPE e del nylon, estremamente flessibile ma resistente e resistente. il PCTPE si stampa facilmente su qualsiasi stampante 3D , visto che richiede solo 23o° C. Anche se estremamente flessibile, il nylon assicura una linearità e quindi può essere stampato da estrusore diretti o Bowden.
Se vuoi provarlo: https://amzn.to/2AIxlsw
PETG Gomma
Questo materiale prodotto dalla ditta thomas 3D è un PETG ammorbidito. Facile da stampare come un PETG con la resistenza tipica di questo materiale. Ha una consistenza più rigida del TPU, rimane morbido fino a mezzo centimetro, poi diventa più rigido strato dopo strato, mantenendo la morbidezza solo al tatto.
Se vuoi provarlo: https://www.tomas3d.it/shop/gomma-petg-filamento-3d-luxury-quality/
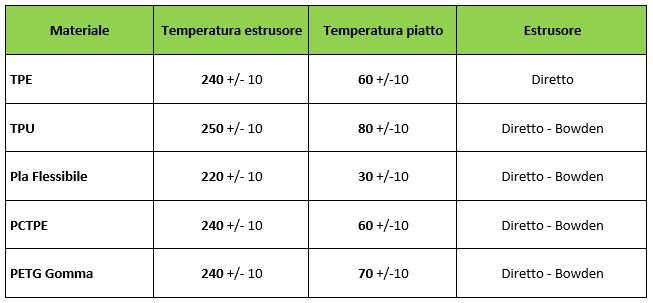
Cerchiamo di riassumere in una tabella quanto detto fino ad ora:
Esistono molti filamenti flessibili, anche diversi da quelli fino qui presentati. Tutti però seguono queste regole per essere stampati al meglio.

Come stampare filamenti flessibili: regola 1
Segui le indicazioni del produttore in materia di temperature. Potrebbero essere anche discordanti da quelle inserite in tabella qui sopra. Segui sempre le indicazioni del produttore e poi in base al risultato aumenta o diminuisci. Ecco alcune indicazioni per capire se la temperatura è troppo bassa, o al contrario troppo alta:
Se la temperatura è troppo alta: noterete delle fuoriuscite di materiale dall’ugello, durante gli spostamenti. La temperatura è da toccare solo se queste sono ingenti, qualche filamento è fisiologico, date le impostazioni di stampa, leggasi assenza di ritrazione.
Se la temperatura è troppo bassa: noterete scarsa adesione tra i layer, in qualche caso anche sottoestrusione. Poichè il materiale poco sciolto farà fatica ad uscire e sarà già parzialmente raffreddato prima di unirsi allo strato sottostante.
Come stampare filamenti flessibili: regola 2
Disattiva la ritrazione! La ritrazione di un filamento flessibile potrebbe essere pericolosa. In questi termini: se ritraiamo un filamento dall’estrusore all’ultima parte della pipa, dove questo ha leggermente più spazio, potrebbe solidificare leggermente più grosso. Questo succede anche con i normali filamenti! Ma mentre questi hanno la rigidità che permette di spingere ugualmente il materiale e continuare la stampa, i filamenti flessibili non sopportano il minimo sforzo. Infatti se incontrano resistenza iniziano ad attorcigliarsi attorno alla puleggia del motore spingifilo.

PRO TIP: Se la stampa richiede la ritrazione e stai lavorando con un materiale si flessibile, ma abbastanza rigido, un consiglio che posso darti è di utilizzare il nuovo infill a croce romana di Cura 3.0+. Questa particolare conformazione dell’infill minimizza le ritrazioni necessarie, tenendole per i soli punti necessari. Utilizzare a proprio rischio e pericolo!
Come stampare filamenti flessibili: regola 3
Rallenta! Come spiegato prima il filamento flessibile patisce la resistenza. Quindi patisce particolarmente la velocità. Perchè questo? Semplicemente la spinta estrusiva di un materiale flessibile è diminuita dalla propria composizione. Infatti una percentuale della forza di spinta dell’estrusore è catturata dal filamento stesso, che si comprime. Per portare al minimo questa perdita di carico si deve rallentare, di modo che il filamento abbia il tempo di passare dal diametro 1,75mm al diametro tipico dell’estrusore 0,4 mm. Quindi la velocità che dovrà essere impostata andrà dai 15 mm/s del TPE, ai 30 mm/s del TPU fino ai 40/45 mm/s del PETG gomma.
Ovviamente questa contrazione del filamento sottoposto a spinta si traduce anche in un ritardo più o meno lungo di estrusione. Per ovviare a questo problema si può impostare un brim di 1 cm o più. In questo modo si prenderanno 2 piccioni con una fava. Daremo il tempo al filamento di uscire e aiuteremo l’adesione al piatto.
A proposito di Adesione
I filamenti flessibili non necessitano di particolari materiali per aderire, nella maggioranza dei casi il letto riscaldato, quello si. Però possono essere stampati su nastro carta, nastro blu, vetro, ultrabase, e in generale tutti i piani di stampa trattati in questo articolo.
Come ogni altro filamento la buona riuscita della stampa è determinata dalla buona riuscita del primo layer. Le vere e proprie fondamenta della stampa 3D.
Per arrivare ad avere un buon primo layer, nella stampa con filamenti flessibili potrebbe essere necessario aumentare leggermente la distanza ugello piatto. Questo per creare meno attrito e fare in modo che il filamento scorra liscio. Evitando però anche di avere troppa distanza, che porta a problemi di adesione al piatto.
 Aumentare l’offset
Aumentare l’offset
Esattamente come succede per il PETG, va impostato un offset maggiore (aumenta la distanza ugello piatto), anche solo di 0,1 mm. Per la scorrevolezza.
Per questa impostazione vi basterà inserire tra i G-code di avvio il comando:
M851 Z 0,1.
Non vi conviene salvare l’impostazione a meno che non vogliate stampare TPU per un po’. Almeno al riavvio avrete di nuovo i parametri per PLA e ABS.
Aumentare l’estrusione
Può anche capitare che qualche filamento flessibile abbia un flusso leggermente inferiore al PLA/ABS. Sempre per le peculiari caratteristiche. Quindi non stupirti se ordinando di estrudere 10 cm di PLA avrai una certa quantità di filamento estruso, ripetendolo con il filamento flessibile ne avrai meno. Può essere utile stimare attraverso una proporzione l’ammanco di filamento, e reagire di conseguenza.
Il modo migliore è compensare con la modifica del flusso, e non con la ricalibrazione degli step dei motori, se sono già correttamente settati. La modifica del flusso è reversibile e temporanea!
Come stampare filamenti flessibili: Ultimo consiglio
Se hai problemi con la stampa dei materiali flessibili ricorda che se sono composti da PLA, Nylon, e ABS sono (chi più chi meno) soggetti ad assorbire l’umidità dell’aria. E questo determina una difficoltà oggettiva d’estrusione. Prima di qualsiasi altra prova, se i filamenti sono aperti da un po’ provvedi a essiccarli tramite un essiccatore!
Puoi essiccare anche in forno, però attenzione perchè una temperatura troppo elevata può trasformare la bobina di filamento in un ammasso informe!
Voi che filamenti avete provato? Avete qualche consiglio da aggiungere? Fatelo nei commenti!
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sulla stampa 3D nella nostra sezione GUIDE!