Un problema di stampa 3D mai affrontato precedentemente in questo blog è proprio la cucitura Z, o come la chiamano gli americano la Z seam. Di recente quindi, anche complice il fatto che avevo incontrato questo problema in passato mi sono messo a studiare alcuni metodi per ridurre la visibilità delle cuciture nelle stampe 3D.

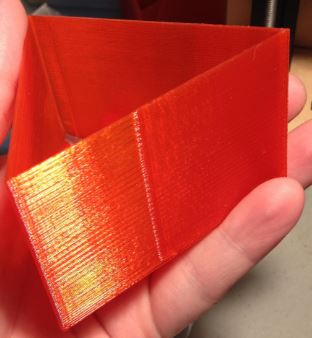
Comunemente denominate cuciture (o cuciture z), i segni appaiono sulle stampe in una linea o sparsi sul modello a seconda delle impostazioni dello slicer. Un esempio può essere visto qui sopra su questa stampa: è un problema universale di stampa FDM. Proprio per questo motivo sono stati introdotti molti metodi diversi nel software di slicing per nasconderlo. Il più comune ed immediato è la modalità vaso, che stampa senza fine a spirale, ma esistono molti altri modi, più o meno intuitivi di gestirle. Oggi ci occuperemo del come e perché queste giunture si verificano e cosa si può fare a riguardo. FOTO
Cucitura Z: Cosa la provoca realmente?
 Partiamo da fatto che chiunque di noi è convinto che la cucitura Z (lo dice il nome stesso: Z) è un problema del cambio layer. Abbiamo ragione? NO, o meglio, ni. Infatti il cambio di layer è nella migliore delle ipotesi solo il 50% del problema. Infatti la cucitura deriva dal fatto che l’ugello si ferma per un istante e un poco di materiale cola sul posto. Quindi cosa provoca la cucitura Z? la pausa del nozzle, e il nozzle non si ferma solo al cambio di strato.
Partiamo da fatto che chiunque di noi è convinto che la cucitura Z (lo dice il nome stesso: Z) è un problema del cambio layer. Abbiamo ragione? NO, o meglio, ni. Infatti il cambio di layer è nella migliore delle ipotesi solo il 50% del problema. Infatti la cucitura deriva dal fatto che l’ugello si ferma per un istante e un poco di materiale cola sul posto. Quindi cosa provoca la cucitura Z? la pausa del nozzle, e il nozzle non si ferma solo al cambio di strato.
Il processo di stampa standard nella creazione di un oggetto è il seguente: perimetri interni> perimetro esterno> riempimento> modifica dello strato. Ciò può essere facilmente confermato visualizzando l’anteprima di un qualsiasi gcode, o anche solo guardando la stampante mentre funziona. Da questo possiamo vedere che il cambiamento di livello avviene effettivamente all’ultimo punto stampato dell’infill, poiché questa è l’ultima parte che si stampa su qualsiasi strato. Perché vengono stampati i perimetri e poi il riempimento? Semplicemente perchè i perimetri costituiscono la “custodia” per il materiale di riempimento, consentendo a questo di aderire ai bordi durante l’estrusione. Questo è fondamentale con stampe in velocità, almeno per l’infill risulta facile mantenere la forma.
Abbiamo capito come funziona la creazione di un layer, la cosa che noteremo adesso è che anche nel passaggio da parimetro a perimetro e da perimetro ad infill l’ugello fa piccole pause. Ed è per questo che la cucitura inizierà a rendersi evidente. Non solo nel cambio layer ma anche nel cambio da perimetro a perimetro. Sfortunatamente non c’è modo di liberarcene completamente, solo usando la modalità di stampa vaso a spirale, che ha limitazioni molto restrittive e non è possibile utilizzarla sempre
Cucitura Z: Come posso risolverlo?
Ci sono diversi modi in cui puoi provare a rendere meno visibili le cuciture perimetrali. Proverà a descrivere le impostazioni che sono cruciali per poi passare ad alcune altre impostazioni che saranno in grado di aiutarti ulteriormente.
Impostazioni di retrazione
La mancata ottimizzazione delle impostazioni di retrazione avrà sicuramente un impatto sulla visibilità delle cuciture nelle stampe. Le impostazioni importanti da considerare sono la distanza di retrazione e la velocità di retrazione. Se la distanza di retrazione non è sufficientemente elevata, la plastica fuoriuscirà dall’ugello quando la stampante finisce il perimetro esterno. D’altra parte, è importante non avere questo valore troppo alto in quanto può significativamente aumentare le possibilità di intasare l’hot end (se la plastica fusa viene estratta troppo indietro nella gola). Anche la velocità di retrazione è importante.
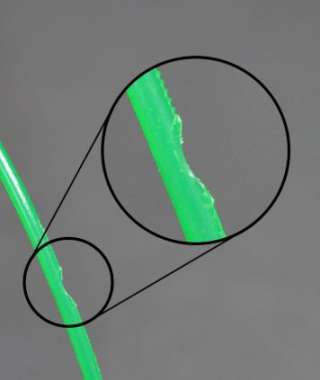
Una ritrazione troppo lenta non eliminerà la pressione esercitata dal materiale in ingresso e non avrà l’effetto desiderato. Proprio come la distanza di retrazione, però, è possibile esagerare anche in questo caso. Se la velocità è troppo alta, l’ingranaggio del drive può abradere il filamento o indurre il motore dell’estrusore a perdere passi. I valori da impostare dipendono anche dal tuo sistema di estrusione (bowden o diretto) e può richiedere alcuni test per trovare i valori ottimali.
Per il diretto i valori consigliati sono 2 mm di distanza e 40 mm/ di velocità. Per gli estrusori bowden la velocità rimane invariata ma la distanza duplica o triplica (quindi 4 o 6 mm).
Impostazione della retrazione: https://www.italia3dprint.it/guida-ritrazione-utilita-impostazioni/
Calibrazione dell’Estruder
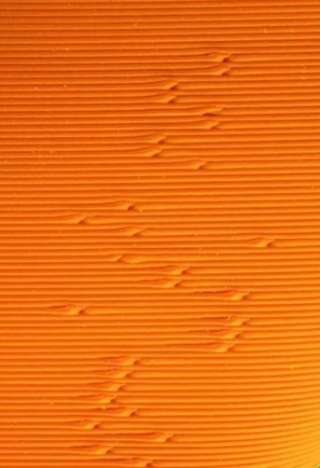
Stampare con un estrusore calibrato in modo errato può contribuire a rendere le cuciture perimetrali sulle stampe più evidenti. Abbiamo un peggioramento in quanto un’estrusione eccessiva può causare un accumulo di pressione all’interno dell’ugello. Quando la pressione nell’ugello si accumula non ha nessun modo di sfogarsi. Pertanto, quando l’ugello si ferma per una frazione di secondo alla fine di un anello perimetrale, emette molto più rapidamente di quanto non sarebbe in condizioni normali. Ciò si traduce in colate più grandi e più evidenti all’esterno della stampa. La nostra guida sulla calibrazione dell’estrusore può essere utile se si desidera assicurarsi che la stampante stia spingendo fuori più plastica di quanto necessario.
Calibrazione dell’estrusione: https://www.italia3dprint.it/quantitafilo/
Temperatura corretta
Anche la stampa troppo calda può avere l’effetto descritto spora e facilitare il gocciolamento del materiale, quindi assicurati che le temperature siano ottimizzate per il materiale in uso. Puoi trovare la temperatura ideale seguendo questa semplice guida:
[Guida] Impostare Simplify3D per fare un accurato test filamento
Avanzamento lineare
L’avanzamento lineare dell’estrusione è qualcosa di cui non si parla molto. Non entrerò troppo nel dettaglio qui, ma l’idea alla base del progresso lineare è che l’estrusione non è un sistema lineare. Non è come gli altri assi (X,Y e Z) che si muovono solo quando gli viene ordinato e si fermano immediatamente quando devono fermarsi. Ciò si rende evidente quando estrudi della plastica e al segnale di stop vedrai che continuerà a estrudere per un breve lasso di tempo anche dopo che il movimento dell’estrusione si è fermato. Come ho già detto, tutto questo è dovuto alla pressione all’interno dell’ugello e al modo in cui non è adeguatamente compensato.
 L’avanzamento lineare utilizza un algoritmo che modella la compressione e la pressione del filamento come una molla. Verso la fine di un’estrusione, l’estrusore viene gradualmente rallentato in modo tale che la pressione all’interno dell’ugello si riduca praticamente a zero alla fine. Questo elimina quasi completamente la necessità di una retrazione. Se usi il firmware Marlin è semplice, basta abilitare una funzione.
L’avanzamento lineare utilizza un algoritmo che modella la compressione e la pressione del filamento come una molla. Verso la fine di un’estrusione, l’estrusore viene gradualmente rallentato in modo tale che la pressione all’interno dell’ugello si riduca praticamente a zero alla fine. Questo elimina quasi completamente la necessità di una retrazione. Se usi il firmware Marlin è semplice, basta abilitare una funzione.
Devi flaggare la linea: LIN_ADVANCE nel firmware e passare alla calibrazione seguendo passo passo la guida che è stata pubblicata proprio sul sito web del firmware: http://marlinfw.org/docs/features/lin_advance.html
Cucitura Z: Conclusione
Purtroppo non c’è modo di rimuovere completamente le cuciture dalle stampe FDM. Tuttavia, con i rimedi qui sopra dovresti essere in grado di renderli considerevolmente meno visibili. Credo fermamente che una volta che le impostazioni di ritrazione e di estrusione siano state ottimizzate, la funzione di avanzamento lineare è il modo migliore per provare a nascondere le cuciture. Ovviamente è anche importante decidere se desideri che le cuciture siano allineate o sparse casualmente sulla stampa, ma è una decisione che dovrebbe essere presa in base alla geometria della stampa, più che dalla necessità di rimuovere le cuciture.
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sulla stampa 3D nella nostra sezione GUIDE,