Eccoci qui nell’ultima e più importante guida alle impostazioni Cura 4. In questo tutorial su Cura 4 impareremo tutto il necessario per arrivare ad avere stampe perfette e a risolvere qualche problemino che questa versione di cura potrebbe dare.
Se sei arrivato qui e ti sei perso le prime due parti di questa guida ti consiglio di leggerle:
Prima parte della guida: Installazione Cura 4 e primi rudimenti
Seconda parte della guida: Stampanti, materiali e profili
Impostazioni Cura 4
Cura all’avvio ci mostra la slide “Consigliata”, io non voglio farvi perdere tempo e vi vorrei mandare subito alla slide “Personalizzata”.
Da subito ci si rende conto che per intervenire per davvero sulle impostazioni Cura 4 non bastano neanche le impostazioni personalizzate, dovremo infatti attivare la rotellina, che inizialmente Cura 3d nasconde, per aumentare le impostazioni possibili.
![]()
In questa piccola traccia di tutte le opzioni utilizzabili segnerò in rosso quelle che ritengo indispensabili. Gradirei un aiuto anche da parte vostra. Se pensate che mi sia dimenticato qualcosa segnalatelo nei commenti almeno tutti gli utenti potranno beneficiarne. Attivate la possibilità delle opzioni tramite la rotella che affianca la freccia di apertura/chiusura opzioni.
Analizziamo una per una le Impostazioni Cura 4
Qualità: Impostazioni Cura 4
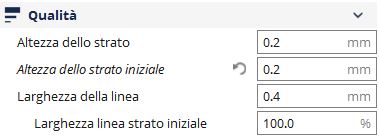
- Altezza dello strato: normalmente viaggia di pari passo con il profilo utilizzato.
- Altezza dello strato iniziale: Alcuni materiali (es. il PETG) hanno bisogno di uno strato iniziale leggermente più alto degli strati successivi, tramite questa opzione è facilmente impostabile.
- Larghezza della linea: da sostituire in caso di sostituzione dell’ugello. Qualcuno imposta una larghezza linea diversa dal diametro del nozzle. Personalmente mi sono sempre trovato bene impostando lo stesso valore. Il dato va modificato solamente se avviene un cambio ugello con uno più piccolo o più grande. Ma non basta il cambio di questo valore. Eccovi una guida completa per il cambio nozzle con uno più grande. https://www.italia3dprint.it/ugello-piu-grande-di-04-mm/
Ecco qui tutte le misure di ugello disponibili sul mercato.
- Larghezza linea strato iniziale: la modifica della larghezza della linea nello strato iniziale ci permette di posare più materiale sul piatto per il primo layer per migliorare l’adesione.
Guscio: Impostazioni Cura 4
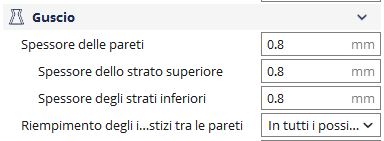
- Spessore delle pareti: il valore di spessore delle pareti, raccomando uno spessore da 2 a 3 linee (moltiplicate n° linee desiderate x 0,4 con ugello standard per trovare il valore). Se volete rendere un oggetto particolarmente resistente potete anche aumentare questo numero. Se volete capire fino a dove spingervi vi consiglio la lettura di questo articolo: https://www.italia3dprint.it/spessore-della-parete-perfetto-per-la-stampa-3d/.
- Spessore dello strato superiore: Per evitare problemi di pillowing si dovrebbe impostare sempre almeno 6 strati di chiusura superiore.
- Spessore degli strati inferiori: questo non è fondamentale che abbia un’altezza minima. 3/4 strati garantiscono già una buona tenuta. Io consiglio però di impostarlo allo stesso valore dello strato di chiusura superiore.
- Riempimento degli interstizi tra le pareti: una volta avere una parete da 1mm con l’ugello da 0,4 mm lasciava senza scampo un vuoto tra le due linee, parete interna ed esterna. Questa opzione riempie questo spazio migliorando estetica e resistenza delle stampe.
- Abilita Stiratura: Insieme alla stiratura invitiamo ad attivare anche l’opzione stiramento del solo strato più elevato. La stiratura viene effettuata passando l’ugello caldo senza estrusione di materiale, di modo che il calore lisci il materiale presente. Esattamente come succede con ferro da stiro e abiti. Facendo sparire i segni e le righe. E’ importante lo stiramento del solo strato elevato perchè in caso contrario ogni strato verrebbe stirato con una tempistica di stampa almeno tripla rispetto al non attivarlo.
Riempiment0: Impostazioni Cura 4
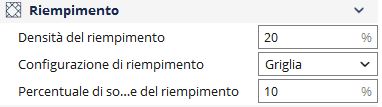
- Densità del riempimento: L’infill, questo valore è molto variabile, io lo tengo tra il 10 e il 25 . A 100% avremo un oggetto completamente pieno e a 0% completamente vuoto.
- Configurazione di riempimento: Ogni trama di riempimento ha funzioni precise per una giusta conoscenza si possono consultare questi brevi articoli a riguardo. Per approfondire ecco una guida dedicata: https://www.italia3dprint.it/guida-infill/.
- Percentuale di sovrapposizione del riempimento: impostata al 10% si può aumentare per rendere l’oggetto più coeso, sconsiglio di passare il 30%.
Materiale: Impostazioni Cura 4.0
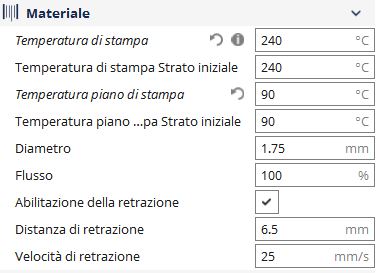
- Temperatura di stampa: variabile in base al materiale, qui dovete seguire le indicazioni del venditore oppure fare riferimento alle nostre recensioni.
- Temperatura piano di stampa: Alcuni materiali richiedono particolari temperature del piano di stampa. Seguite le indicazioni del venditore oppure fare riferimento alle nostre recensioni.
- Temperatura piano di stampa strato iniziale: questa opzione è molto utile nel caso stampiate PETG. Una volta che il PETG ha aderito nella maggioranza dei casi rimane attaccato al piatto. Con questa opzione possiamo far aderire il primo layer e poi spegnere il piano di stampa 3d.
- Flusso: regolazione utile, a volte un problema che sembra wobble o blobs è semplicemente un flusso maggiore del necessario. Regolate i flusso con prove che non eccedano il 5% di differenza.
- Abilitazione alla retrazione: la retrazione toglie pressione dall’ugello (non tira indietro il materiale) ma permette di diminuire i problemi di stringing.
- Distanza di retrazione: da modificare in caso incontriate perdite di materiale, in generale però seguite le indicazioni del produttore del vostro estrusore.
- Velocità di retrazione: da modificare in caso incontriate perdite di materiale, questo è il parametro più importante, modificatelo per eliminare lo stringing. Senza esagerare però! Consiglio di non oltrepassare i 45 mm/s.
Ecco una guida dettagliata per l’impostazione della retrazione
Velocità: Impostazioni Cura 4
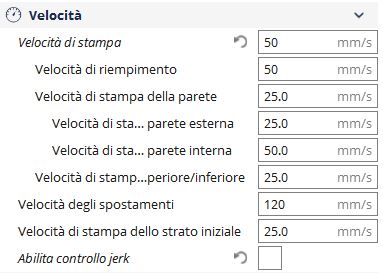
- Velocità di stampa: ogni stampante 3D ha la velocità consigliata, che va modificata in base al materiale estruso. I 60mm/s preimpostati di cura sono un buon valore per quasi tutte le stampanti.
Solo i filamenti flessibili (TPE) necessita di una velocità di stampa sotto i 20mm/s. QUI una guida ai filamenti flessibili.
Ecco i migliori filamenti flessibili in commercio: TPU (gomma media), TPE (gomma morbida), e il FilaFlex (Gomma media, comunque stampabile con estrusori Bowden):
- Velocità riempimento: per velocizzare la stampa 3d si può aumentare la velocità del riempimento, non sarà visibile a oggetto finito.
- Vel. di stampa parete: abbassando la velocità di stampa della parete si arriva con più facilità ad avere una stampa più bella e con meno difetti, eventualmente potete anche differenziare la velocità di stampa tra parete esteriore ed interiore con una sotto opzione.
- Velocità di stampa dello strato iniziale: abbassare la velocità del primo strato su Cura Slicer corrisponde ad una migliore adesione della stampa 3d.
- Abilità controllo jerk: Attiva questa opzione quando noti un peggioramento della qualità di stampa. Mi sembra che, seppur a livello impercettibile le stampe abbiano un miglioramento se hanno il problema del wobble. Una stampante solida come Creality Ender 3 (esempio puramente casuale) non ne avrà bisogno, una i3 cinese in acrilico probabilmente si.
PROBLEMA CURA versione 4.1
Sembra che la versione di Cura 4.1 abbia un paio di problemi con alcune velocità. Si può intervenire dalle impostazioni Velocità:
- La velocità massima Z è impostata a zero, sebbene fosse stato sempre così le versioni porecedenti, come immagino le successive, impostavano il valore automaticamente a 5. Nella versione di cura 3d 4.1 questo non succede, quindi bisognerà impostarlo manualmente.
Velocità massima Z : 5 mm/s - Il secondo punto dolente è l’accelerazione degli spostamenti, che di default ha un valore di 5000 mm/s. Portando questo valore a 500 mm/s le tempistiche presunte di Cura 4.1 saranno molto più verosimili. Per attivare questa opzione si dovrà aver attivato precedentemente: Abilita controllo accelerazione.
Spostamenti : Impostazioni Cura 4
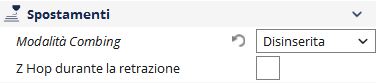
- Modalità Combing: durante gli spostamenti tiene l’ugello all’interno dell’area stampata, quindi non necessita di spostamenti, utile per la stampa di materiali morbidi e flessibili.
- Z hop durante la retrazione: questa modalità serve per non lasciare cicatrici sulla stampa.
L’ugello si solleva per muoversi da una parte all’altra della stampa. Questa opzione può modificare sostanzialmente la durata di un lavoro 3d.
Raffreddamento: Impostazioni Cura 3D
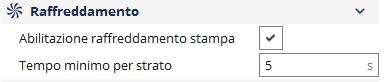
- Abilita il raffreddamento: Abilita le ventole durante la stampa 3d migliorando il tempo di raffreddamento e i ponti/sbalzi. Non tutti i materiali sono adatti ad essere raffreddati ma se non avete una ventola layer vi consiglio di installarla. Costa pochi euro, tipo questa. Il “fanduct” ovvero l’aggancio è presente per ogni stampante su Thingiverse.
- Tempo minimo per strato: Un tempo minimo per ogni strato di 5 secondi ridurrà la possibilità che i vostri oggetti abbiano il problema dell’overheating.
Consiglio PRO
Ecco il metodo per fare partire la ventola che raffredda il materiale per gradi ed evitare di avere il problema di raffreddare anche in nozzle e quindi di dover rifare il PID Tuning. Impostando in questo modo la ventola aumenterà di potenza progressivamente quindi il riscaldatore farà in tempo a ritornare in temperatura senza dare il problema dell’heating failed.
- Velocità regolare della ventola: 100%
- Velocità iniziale della ventola: 30%
- Vel. regolare in corrispondenza dello strato: 7
La ventola aumenterà di un decimo di potenza ogni strato, ma darà tempo al riscaldatore di gestire le perdite di calore e tornare in temperatura.
Supporto: Impostazioni Cura 4
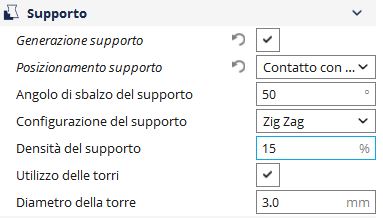
- Generazione supporto: questo flag fa si che vengano generati i supporti a sostegno delle parti senza appoggio.
- Posizionamento supporto: che ci fa scegliere se il supporto sia solamente appoggiato al piatto oppure in tutti i possibili punti. La seconda opzione nella maggior parte dei casi è esagerata.
- Angolo di sbalzo del supporto: Ampiezza dell’angolo da cui applicare i supporti. Tutti i materiali 3d reggono i 50 gradi, alcuni buoni PLA ben ventilati reggono anche 60 o addirittura 70 gradi di sbalzo.
- Configurazione del supporto: Possiamo scegliere che tipo di disegno dare al supporto,io utilizzo il triangolare. Estrude poco ed è molto resistente.
- Densità del supporto: proprio come l’infill possiamo scegliere la densità. In genere raccomando valori dal 15% al 20%. Modificabile in base alle esigenze.
- Altezza gradini di supporto: Nuovo nuovo supporto manuale di cura utilizzabile tramite il menu blocco supporto (E), questo parametro definisce lo spessore su z del cubetto di supporto.
- Larghezza massima gradini di supporto: Stessa cosa del precedente, che in questo caso si riferisce agli assi X e Y.
Adesione al piano di stampa: Impostazioni di stampa Cura 4
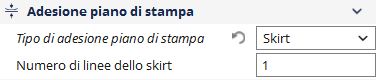
– Tipo di adesione al piano di stampa:
a) Skirt: Dall’inglese gonnella è un contorno staccato dal modello 3d
b) Brim: Una superficie per ampliare la base d’appoggio ed evitare il warping degli angoli o dell’ intero modello. E’ raccomandato quando si stampano materiali che subiscono deformazioni con il raffreddamento (tutti tranne PLA e derivati). Io utilizzo 8 mm come valore di larghezza, e mi tiene al sicuro da problemi di distaccamento della stampa 3d.
c) Raft: Una zattera che costituisce la base del modello, è da usare in casi di adesione disperati e i valori preimpostati sono molto validi. Toccateli solo con un’idea ben precisa di quello che state facendo.
Leggete qui la guida completa di impostazione SKIRT, BRIM e RAFT.
Correzioni delle maglie: Impostazioni di stampa Cura 3D
Rimozione di tutti i fori: Rimuove i fori presenti su ciascuno strato e mantiene soltanto la forma esterna. Questa funzione ignora qualsiasi invisibile geometria interna e i fori degli strati visibili da sopra o da sotto.
Modalità speciali Cura: Impostazioni Cura 4.0
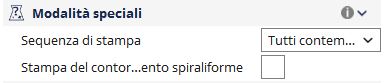 Sequenza di stampa: Tutti contemporaneamente, usato normalmente oppure uno alla volta: Con questa modalità si può decidere se stampare 2 o più oggetti sullo stesso piatto ma non contemporaneamente. Con la visualizzazione degli strati si può seguire la stampa e vedere in che ordine verranno stampati in 3d gli oggetti.
Sequenza di stampa: Tutti contemporaneamente, usato normalmente oppure uno alla volta: Con questa modalità si può decidere se stampare 2 o più oggetti sullo stesso piatto ma non contemporaneamente. Con la visualizzazione degli strati si può seguire la stampa e vedere in che ordine verranno stampati in 3d gli oggetti.
Stampa del contorno esterno con movimento spiraliforme: ovvero “vase mode on”. Selezionando questa modalità l’infill sarà automaticamente azzerato. Questa modalità prevede la stampa senza interruzione. Modalità ideale per la composizione di Vasi anche se non c’è possibilità di avere perimetri formati da più pareti, e quindi la stampa sarà piuttosto fragile.
Sperimentale: Impostazioni Cura

Supporto ad albero: Genera un supporto tipo albero con rami di sostegno della stampa, Questo può ridurre l’impiego di materiale me ne aumenta il tempo
Abilitazione del riparo paravento: Verrà creata una protezione intorno al modello che intrappola l’aria calda e lo protegge da flussi di aria parassiti. Particolarmente utile per materiali soggetti a deformazione.
Rendi stampabile lo sbalzo: Cambia la geometria del modello per richiedere un minimo supporto. Le aree di sbalzo si allungano per diventare più verticali
Abilitazione funzione coasting: Il coasting sostituisce l’ultima parte del percorso di estrusione con uno spostamento. Il materiale in eccesso viene trascinato ed utilizzato per stampare l’ultimo tratto dell’estrusione. E’ utilizzato per ridurre i problemi di blob e segni sui perimetri delle stampe.
Ottimizzazione sequenza di stampa pareti: questa opzione è studiata per ottimizzare la buona riuscita delle stampe, rallentando la stampa. Se avete tempo e necessità di un modello perfetto allora vi consiglio questa modalità!
Abilitazione del supporto conico: Permette di creare supporti intelligenti. Questa modalità permetterà di risparmiare molto materiale calcolando l’angolo di sbalzo possibile e facendo partire il supporto dal punto più comodo.
Oggetti cavi: Semplicemente svuota gli oggetti dal riempimento.
Rivestimento esterno incoerente (fuzzy): Rende il nostro modello ruvido, ottimo per anticare.
La terza ed ultima parte della guida alle impostazioni Cura 4 termina qui! Ora avete tutte le informazioni per utilizzare Cura 4.0 al meglio e impostare lo slicer per ottenere il massimo dalla vostra stampante 3d. Se qualcosa non vi è chiaro o pensate sia giusto aggiungere qualcosa comunicatemelo nei commenti.
Come sempre fatemi sapere nei commenti se l’articolo vi è piaciuto e se lo avete trovato utile!
Se vi siete persi una delle precedenti guide ve ne consiglio comunque la lettura:
Prima parte della guida: Installazione Cura 4 e primi rudimenti
Seconda parte della guida: Stampanti, materiali e profili
Se avete trovato utile questa guida mettete MI PIACE alla nostra pagina Facebook per ricevere aggiornamenti su tutte le novità del Blog! Potete trovare molte altre guide sui software della stampa 3D nella nostra sezione GUIDE SOFTWARE!